-
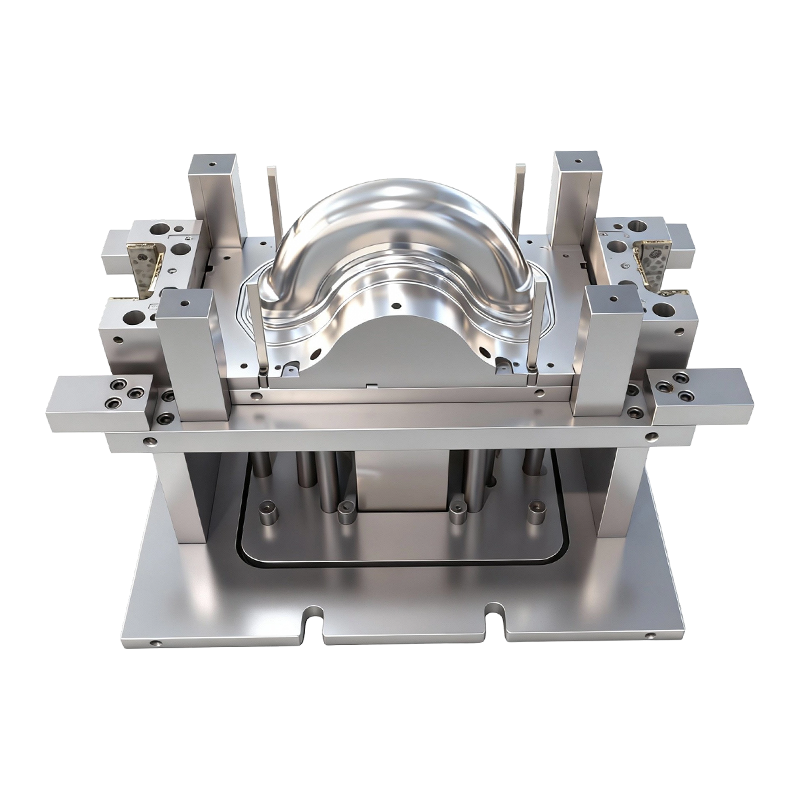
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
-
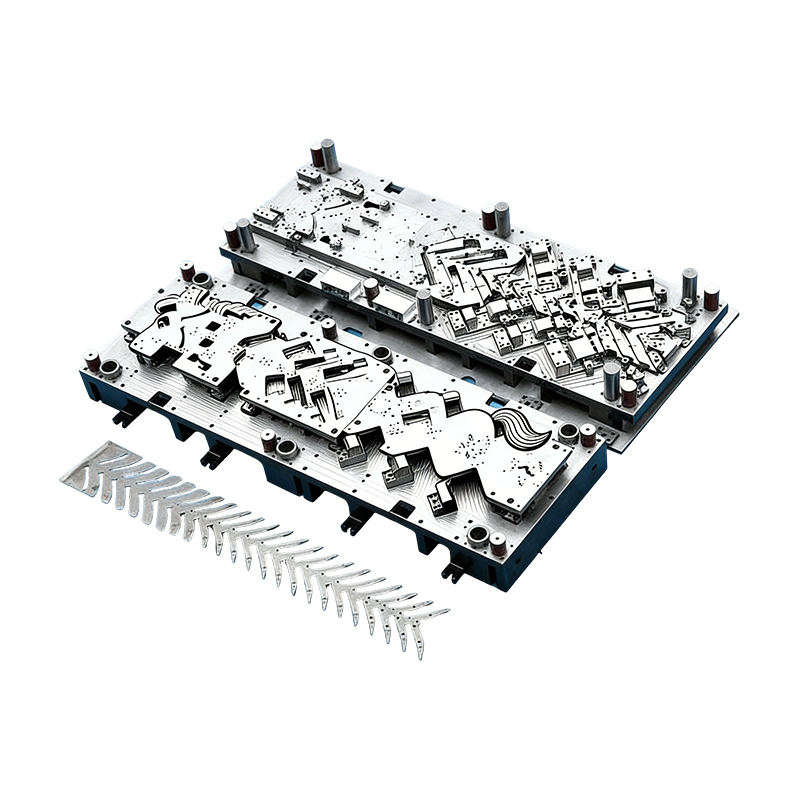
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
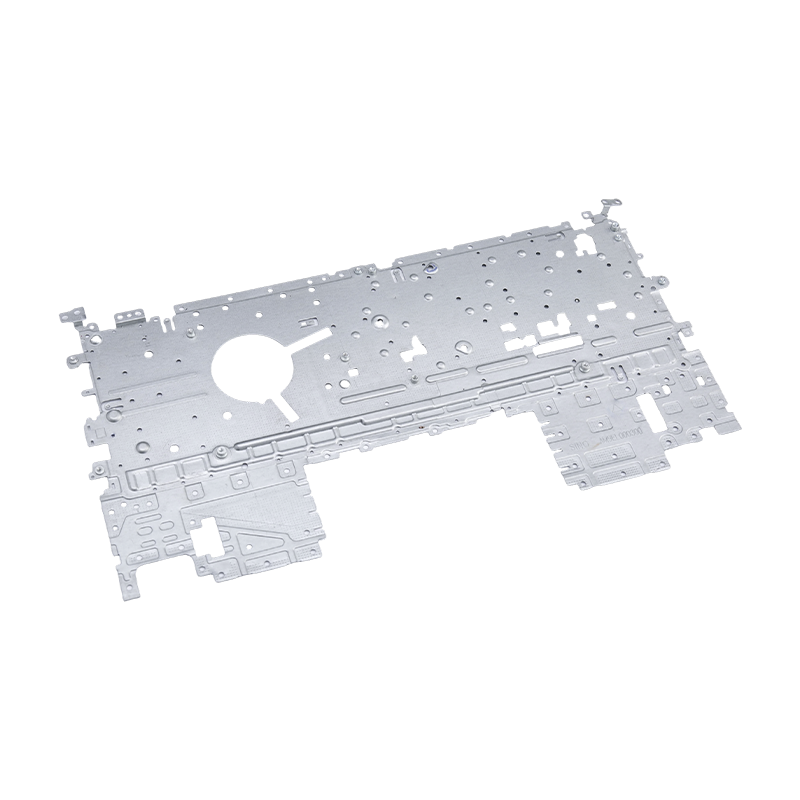
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
Stempelonderdelen voor autostoelen
Stempelonderdelen voor autostoelen zijn metalen...
-

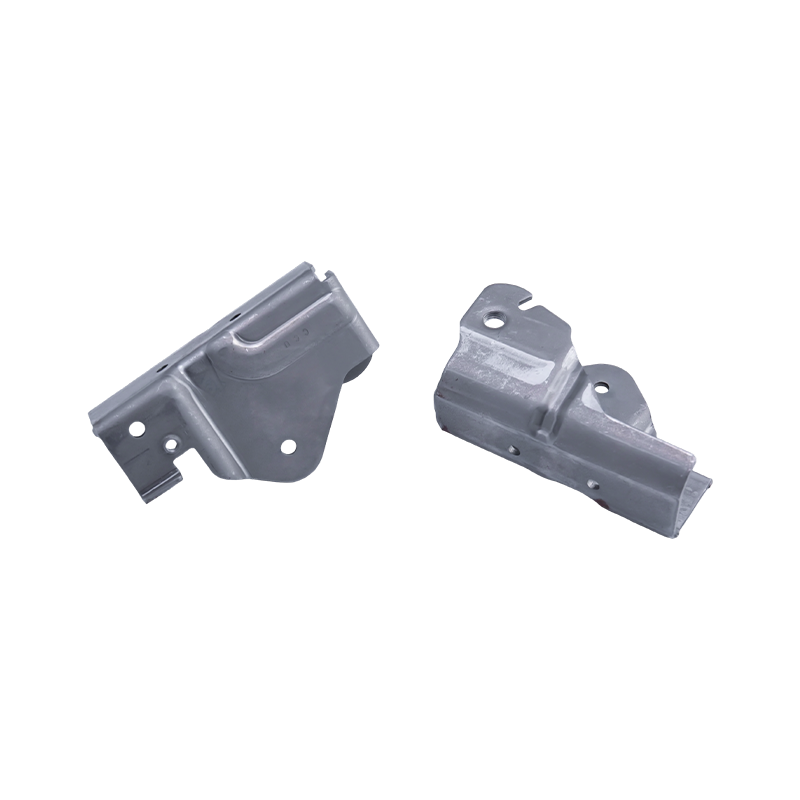
Stempelonderdelen voor motorbehuizingen voor auto's
Stempelonderdelen voor motorbehuizingen voor au...
-
Onderdelen voor het stempelen van benzinetanks
Onderdelen voor het stempelen van gastanks zijn...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Wat is het verschil tussen traditionele en simulatie-geoptimaliseerde auto-stempelmatrijzen?
Wat is het verschil tussen traditionele en simulatie-geoptimaliseerde auto-stempelmatrijzen?
2026-03-02
Waarom de kloof tussen traditionele en voor simulatie geoptimaliseerde matrijzen nu belangrijk is
Stempelmatrijzen voor auto's zijn altijd een van de technisch meest veeleisende gereedschapsinvesteringen in de voertuigproductie geweest. Een enkele set matrijzen voor een carrosseriepaneel kan honderdduizenden dollars aan engineering-, bewerkings- en proeftijd vertegenwoordigen – en de gevolgen van een verkeerd ontwerp worden niet alleen gemeten in de kosten van herbewerking, maar ook in vertraagde productielanceringen, hogere uitvalpercentages en een verminderde kwaliteit van onderdelen die zich voortplanten via latere assemblagewerkzaamheden. Decennia lang was het matrijsontwerp afhankelijk van de verzamelde empirische kennis van ervaren gereedschapsmakers: iteratieve fysieke tests, handmatige aanpassingen aan de kracht van de blanco houder en de geometrie van de trekkraal, en progressieve verfijning door middel van vallen en opstaan totdat de matrijs consistent aanvaardbare onderdelen produceerde.
De verschuiving naar voor simulatie geoptimaliseerde stempelmatrijzen voor auto's gebeurde niet van de ene op de andere dag, maar het tempo ervan is sterk versneld omdat voertuigprogramma's tegelijkertijd complexer en tijdsgecomprimeerder zijn geworden. Vooral elektrische voertuigen hebben nieuwe materiële uitdagingen geïntroduceerd – batterijbehuizingen van magnesium-aluminiumlegeringen, structurele componenten van ultrasterk staal en complexe diepgetrokken geometrieën die vormgrenzen verleggen – die de traditionele empirische benadering niet op betrouwbare wijze kan aanpakken binnen de gecomprimeerde ontwikkelingstijdlijnen die de markt vraagt. Het begrijpen van de concrete verschillen tussen traditioneel en simulatie-geoptimaliseerd matrijsontwerp en -productie is essentieel voor technische teams die hun gereedschapsontwikkelingsprocessen in 2025 en daarna evalueren.
Hoe de ontwikkeling van traditionele auto-stempelmatrijzen feitelijk werkt
De ontwikkeling van traditionele stempelmatrijzen voor auto's begint met onderdeelgeometrie en materiaalspecificatie, op basis waarvan een ervaren matrijsontwerper een matrijsconcept construeert op basis van gevestigde ontwerpregels en patroonafstemming met eerdere soortgelijke onderdelen. De geometrie van de pons, matrijs, blanco houder en matrijsset wordt gedefinieerd door een combinatie van handboekformules, eigen ontwerprichtlijnen en het oordeel van de ontwerper. De grootte van de blanco wordt geschat met behulp van op oppervlakte gebaseerde methoden of vereenvoudigde geometrische ontvouwing, en de posities van de trekrupsen en de tegenhoudkrachten worden geselecteerd op basis van algemene ervaringen met vergelijkbare paneelvormen in plaats van op analyse van de specifieke spanningstoestand in het huidige onderdeel.
In de fysieke proeffase valideert of legt het traditionele proces de beperkingen van deze aanpak bloot. Wanneer de initiële matrijs onderdelen produceert met kreukels in gebieden met lage spanning, scheuren bij kleine radiussen, overmatige materiaalverdunning op kritieke structurele locaties, of terugvering waardoor de gevormde geometrie buiten de tolerantieband van ± 0,02 mm wordt geduwd die vereist is voor nauwkeurige montage van carrosseriepanelen, is de reactie een fysieke interventie: het aanpassen van de kracht van de blanco houder door toevoegingen van opvulstukken, het wijzigen van de geometrie van de trekhiel door lassen en herslijpen, het veranderen van de oppervlaktebehandeling in zones met hoge wrijving, of het terugsnijden van de matrijsoppervlakken om de metaalstroompatronen te veranderen. Elke interventie vereist een nieuwe proefrun, en voor complexe panelen kunnen tientallen iteraties nodig zijn voordat de matrijs consistent aanvaardbare onderdelen produceert.
De kostenimplicaties van deze aanpak zijn aanzienlijk. De fysieke proeftijd op een grote transferpers of progressieve matrijslijn is duur, en de technische arbeid die nodig is om defecten te diagnosticeren, interventies te ontwerpen en wijzigingen uit te voeren, stapelt zich snel op op uitdagende panelen. Belangrijker nog is dat de empirische benadering geen garantie biedt voor convergentie; sommige matrijsontwerpen die puur op ervaring zijn gebaseerd, bereiken een lokaal optimaal niveau dat niet kan worden verbeterd zonder een fundamenteel herontwerp, een situatie die misschien pas duidelijk wordt als er al aanzienlijk is geïnvesteerd in fysieke gereedschappen.
Welke door simulatie geoptimaliseerde matrijsontwerpveranderingen in het ontwikkelingsproces
Voor simulatie geoptimaliseerde ontwikkeling van stempelmatrijzen voor auto's vervangt een groot deel van de fysieke cyclus van vallen en opstaan door virtuele vormanalyses die worden uitgevoerd voordat er enig metaal wordt gesneden. Software voor eindige-elementenanalyse (FEA) modelleert het volledige vormproces - van het contact van het onbewerkte materiaal met de houder tot de volledige trekdiepte - en berekent de spanning, rek, dikteverdeling en terugveringsgedrag van het plaatmetaal onder de toegepaste gereedschapsgeometrie en procesomstandigheden. De simulatie-uitvoer identificeert potentiële defectlocaties: gebieden die de vormingslimietcurve naderen waar het risico op scheuren verhoogd is, zones met drukspanningsaccumulatie waar rimpels zullen optreden, en gebieden met overmatige dunner worden die de structurele prestaties of oppervlaktekwaliteit in gevaar zouden brengen.
Cruciaal is dat simulatie parametrische optimalisatie mogelijk maakt die praktisch onmogelijk zou zijn door fysieke proefneming. De kracht van de blanco houder kan binnen enkele minuten rekentijd over het volledige haalbare bereik worden gevarieerd om de waarde te vinden die tegelijkertijd kreuken onderdrukt en barsten vermijdt - de tegengestelde faalwijzen die het kalibreren van de kracht van de blanco houder zo uitdagend maken in de traditionele matrijsontwikkeling. De geometrie, positie en tegenhoudkracht van de treklijn kunnen voor elke sectie van de plano-omtrek afzonderlijk worden geoptimaliseerd, waarbij rekening wordt gehouden met de richtingsafhankelijke stromingsweerstand die nodig is om de metaalverdeling in complexe asymmetrische paneelgeometrieën te beheersen. De selectie van oppervlaktebehandelingen – inclusief de ultragladde Ra ≤ 0,05 μm-afwerkingen die vereist zijn in dieptrekzones – kan worden geëvalueerd door middel van wrijvingscoëfficiëntgevoeligheidsstudies die kwantificeren hoe verbeteringen van de oppervlaktekwaliteit de vormresultaten beïnvloeden voordat wordt begonnen met de bewerkings- en afwerkingsbewerkingen die deze bereiken.
Dieptrekmatrijzen voor EV-componenten: waar simulatie essentieel wordt
De transitie naar elektrische voertuigen heeft nieuwe uitdagingen met zich meegebracht die simulatie niet alleen voordelig maar ook praktisch noodzakelijk maken. Dieptrekmatrijzen voor EV-specifieke componenten, met name batterijbehuizingen van magnesium-aluminiumlegeringen met dieptrekverhoudingen van meer dan 2,5:1, werken op de grens van wat het materiaal zonder falen kan verdragen. Het vormlimietgedrag van aluminiumlegeringen verschilt fundamenteel van de milde en hoge sterkte staalsoorten waarmee de traditionele ontwikkeling van stempelmatrijzen voor de auto-industrie ervaring heeft opgedaan: aluminium vertoont een lagere vervormbaarheid, sterkere anisotropie-effecten en een grotere gevoeligheid voor reksnelheid en temperatuur dan conventionele staalsoorten voor carrosseriepanelen.
Simulatietools die zijn gekalibreerd met nauwkeurige materiaaleigenschapsgegevens, waaronder vormingslimietcurven, anisotropiecoëfficiënten en stromingsspanningscurven die zijn bepaald op basis van fysieke materiaalkarakteriseringstests, kunnen voorspellen of een voorgestelde matrijsgeometrie met succes een aluminium batterijbehuizing zal vormen zonder scheuren bij de stempelradius of kreuken in de flens, voordat er enige investering in gereedschap wordt gedaan. Dit voorspellende vermogen is vooral waardevol voor dieptrekverhoudingen boven 2,5:1, waarbij het procesvenster tussen rimpel- en scheurfoutmodi zo nauw wordt dat het onwaarschijnlijk is dat empirische aanpassing een stabiele bedrijfsconditie zal vinden zonder systematische computationele begeleiding.
Voorspelling van materiaalverdunning is een ander kritisch simulatieresultaat voor EV-dieptrekmatrijzen. Voor batterijbehuizingen en structurele EV-componenten zijn minimale wanddikte-eisen gedefinieerd, gebaseerd op structurele analyse en veiligheidsnormen. Door simulatie kunnen matrijsontwerpers verifiëren dat het uitdunnen in de meest uitgerekte gebieden binnen de toegestane limieten blijft over het volledige bereik van productievariaties (spreiding van materiaaleigenschappen, tolerantie van de blanco dikte, variatie in smeringscondities) in plaats van alleen op het nominale ontwerppunt dat fysieke proef vertegenwoordigt.
Vergelijking van kop tot kop: traditionele versus door simulatie geoptimaliseerde ontwikkeling van stempelmatrijzen
De praktische verschillen tussen de twee benaderingen kunnen het beste worden begrepen aan de hand van de belangrijkste dimensies die de kosten, timing en kwaliteitsresultaten van het programma bepalen:
| Ontwikkelingsdimensie | Traditionele aanpak | Simulatie-geoptimaliseerde aanpak |
| Defectdetectietiming | Fysieke proef, nabewerking | Virtuele analyse, voorbewerking |
| Optimalisatie van de kracht van de blanco houder | Empirische aanpassing van de vulring | Parametrische FEA-sweep |
| Geschikt voor aluminium/EV-materiaal | Onbetrouwbaar boven een trekverhouding van 2,0:1 | Gevalideerd voor verhoudingen groter dan 2,5:1 |
| Springback-beheer | Trial-and-error compensatieverlagingen | Voorspeld en vooraf gecompenseerd in CAD |
| Tolerantieprestatie (±0,02 mm) | Meerdere proefiteraties vereist | Het vermogen om een eerste treffer te maken is aanzienlijk hoger |
| Programmatimingrisico | Hoog, try-out-iteraties onvoorspelbaar | Minder, grote problemen zijn vrijwel opgelost |
Intelligente monitoringintegratie en de rol van modulaire matrijsstructuren
De simulatie-optimalisatie stopt niet wanneer het matrijsontwerp is voltooid en machinaal is bewerkt. Moderne stempelmatrijzen voor auto's integreren steeds vaker intelligente monitoringsystemen – in-die-sensoren die de krachtverdeling van de blanco houder meten, akoestische emissiesensoren die het ontstaan van scheuren detecteren en vision-systemen die de onderdeelgeometrie inspecteren bij de perssnelheid – die realtime feedback geven tijdens de productie. Deze monitoringinfrastructuur stelt procesingenieurs in staat afwijkingen te detecteren ten opzichte van de geoptimaliseerde vormomstandigheden die door de simulatie zijn vastgesteld als het stabiele werkvenster, waardoor corrigerende maatregelen worden geactiveerd voordat het aantal defecten toeneemt in plaats van nadat het schroot zich ophoopt.
Modulaire matrijsstructuren vergroten de waarde van simulatie-optimalisatie verder door individuele matrijscomponenten (inzetstukken op slijtagekritische locaties, getrokken hielsegmenten, planohoudersecties) onafhankelijk te laten vervangen wanneer slijtage hun geometrie degradeert tot onder de tolerantie die vereist is om de geoptimaliseerde vormconditie te behouden. In plaats van een volledige matrijsset buiten gebruik te stellen wanneer één regio versleten is, maakt modulaire constructie gerichte vervanging van de aangetaste componenten mogelijk, waardoor de investering in de resterende matrijsstructuur behouden blijft en de kwaliteit van de oppervlaktebehandeling behouden blijft (Ra ≤ 0,05 μm in kritische vormzones) waarvan het voor simulatie geoptimaliseerde proces afhankelijk is voor consistente wrijvingsomstandigheden en onderdeelkwaliteit.
Praktische begeleiding voor engineeringteams die de transitie evalueren
Technische teams die een transitie overwegen van traditionele naar simulatie-geoptimaliseerde ontwikkeling van stempelmatrijzen voor auto's moeten hun huidige proces beoordelen aan de hand van verschillende praktische criteria. Het argument voor simulatie-investeringen is het sterkst wanneer het programma een van de volgende kenmerken bevat waar traditionele empirische methoden slecht mee omgaan:
- Geavanceerde materialen van hoogsterkte staal of aluminiumlegeringen waarbij de marges voor de vorming smal zijn en variaties in materiaaleigenschappen een aanzienlijke impact hebben op het risico op defecten
- Dieptrekmatrijzen richten zich op trekverhoudingen boven 2,0:1, met name voor EV-batterijbehuizingen en structurele holle componenten waar materiaalverdunningslimieten strak gespecificeerd zijn
- Carrosseriepanelen met klasse A-oppervlaktevereisten waarbij kreukels of doorbuigingsdefecten cosmetisch onaanvaardbaar zijn en zelfs tijdelijk tijdens het uitproberen niet kunnen worden getolereerd
- Programma's met gecomprimeerde ontwikkelingstijdlijnen waarbij uitgebreide fysieke proefiteraties een onaanvaardbaar planningsrisico vormen
- Productie van grote volumes sterft waarbij de geamortiseerde kosten van simulatie-investeringen verwaarloosbaar zijn in verhouding tot de productie-efficiëntiewinsten uit een stabieler en robuuster vormingsproces
De investering die nodig is om voor simulatie geoptimaliseerde ontwikkeling van stempelmatrijzen voor auto's te implementeren, omvat softwarelicenties, materiaalkarakteriseringstests om nauwkeurige simulatiemateriaalkaarten te vullen, en de ontwikkeling van technische vaardigheden die nodig zijn om simulatieresultaten te interpreteren en deze te vertalen in uitvoerbare matrijsontwerpbeslissingen. Deze kosten zijn reëel, maar worden consequent terugverdiend door vermindering van de fysieke proeftijd, lagere uitvalpercentages tijdens de lancering van de productie en de eliminatie van matrijsaanpassingen in een laat stadium die enkele van de duurste interventies in de ontwikkeling van autoprogramma's vertegenwoordigen. Voor faciliteiten die matrijzen produceren voor zowel traditionele carrosseriepanelen als EV-specifieke lichtgewichtcomponenten, is simulatiecapaciteit geen toekomstige ambitie; het is een huidige concurrentievereiste.

Vorig bericht
Wat zijn de belangrijkste verschillen tussen micro-stempelen en standaard elektronische onderdelen?
Volgende bericht
Hoe veranderen geavanceerde hogesterktestalen de productie van stempelonderdelen in de auto-industrie?
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
