-
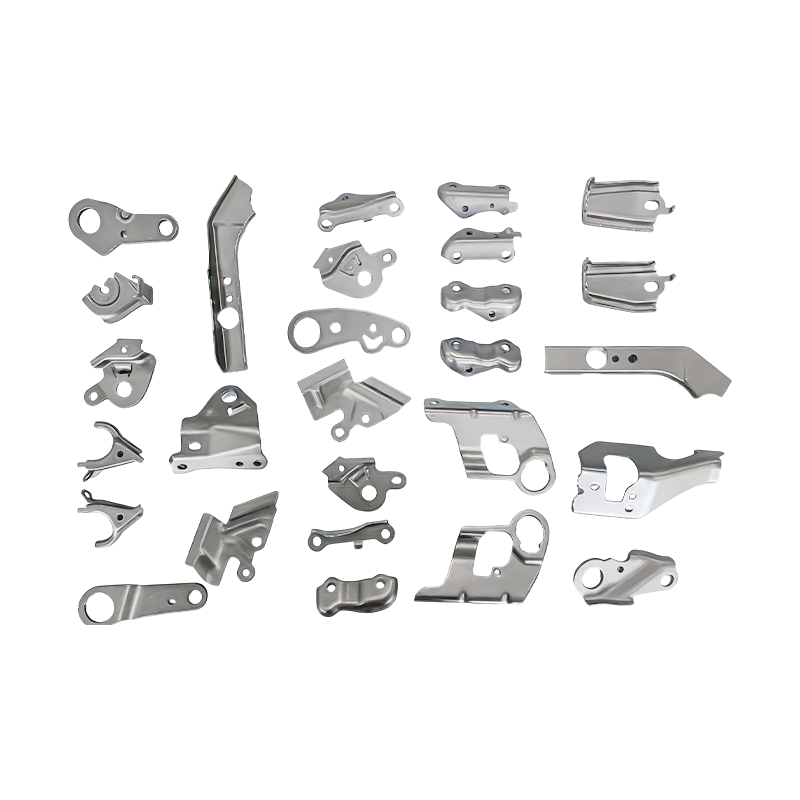
Kleine auto-onderdelen, progressieve stempelonderdelen
Onze progressieve stempelonderdelen voor kleine...
-

Stempelonderdelen voor motorbehuizingen voor auto's
Stempelonderdelen voor motorbehuizingen voor au...
-
Onderdelen voor het stempelen van benzinetanks
Onderdelen voor het stempelen van gastanks zijn...
-
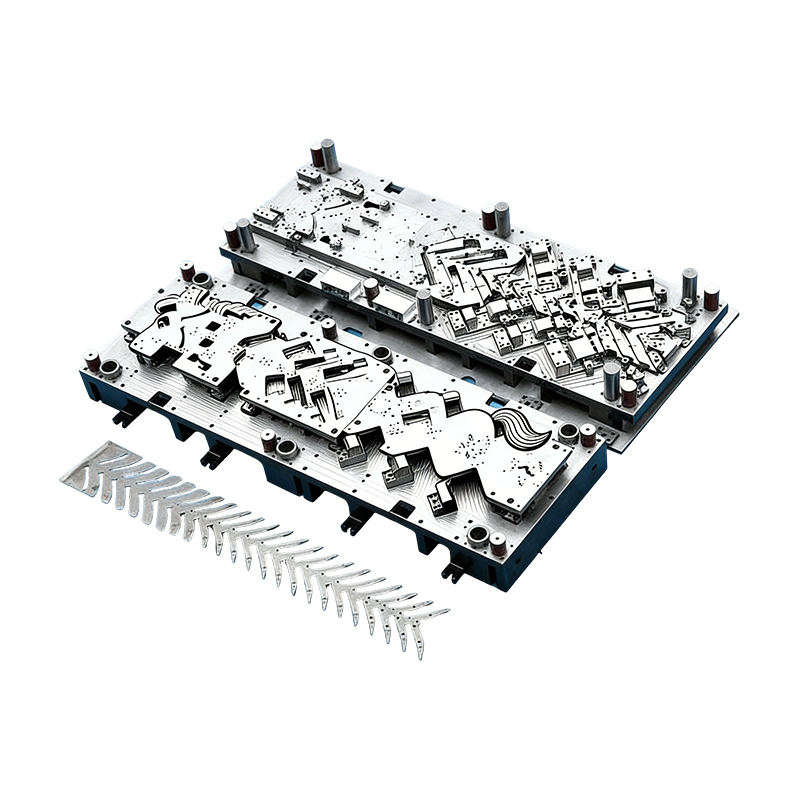
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
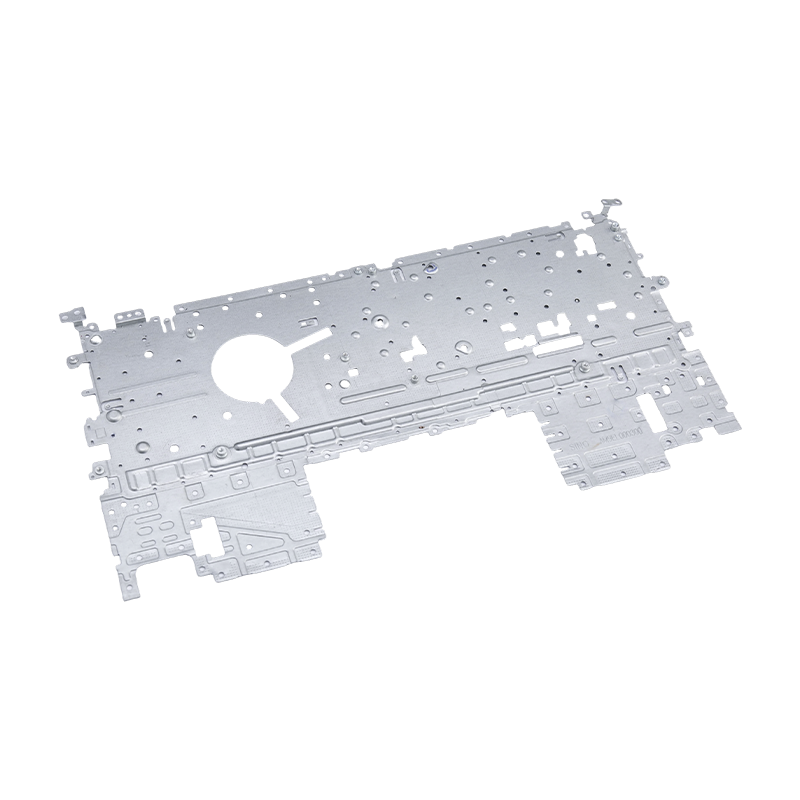
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
Hoogwaardige ovenstempelonderdelen
Onze hoogwaardige ovenstempelonderdelen zijn me...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Hoe veranderen geavanceerde hogesterktestalen de productie van stempelonderdelen in de auto-industrie?
Hoe veranderen geavanceerde hogesterktestalen de productie van stempelonderdelen in de auto-industrie?
2026-02-25
Waar AHSS-kwaliteiten daadwerkelijk in worden gebruikt Auto-stempelonderdelen
Geavanceerde hogesterktestaalsoorten zijn niet één enkel materiaal, maar een familie van verschillende legeringssystemen, elk ontworpen met een specifiek microstructureel mechanisme om de combinatie van sterkte en ductiliteit te bereiken. Inzicht in welke kwaliteiten voorkomen in welke toepassingen voor stansonderdelen voor auto's is het startpunt om te begrijpen waarom deze materialen het productieproces zo fundamenteel veranderen. Tweefasig staal (DP) – de meest gebruikte AHSS-familie – bestaat uit een ferrietmatrix met verspreide martensieteilanden, waardoor kwaliteiten als DP600, DP780 en DP980 een combinatie krijgen van hoge initiële hardingssnelheid en goede rek die geschikt is voor structurele onderdelen zoals B-stijlen, vloerdwarsbalken en dakrails. Transformatie-geïnduceerde plasticiteit (TRIP)-staalsoorten maken gebruik van metastabiel vastgehouden austeniet dat tijdens het vormen progressief transformeert in martensiet, waardoor een uitzonderlijke energieabsorptie wordt geboden, waardoor ze geschikt zijn voor crashkritische componenten zoals longitudinale rails en bumperversterkingen. Martensitische staalsoorten (MS1300, MS1500) worden gebruikt waar maximale sterkte de prioriteit is en de vervormbaarheidseisen bescheiden zijn. Versterkingen van dorpelpanelen en deurinbraakbalken zijn typische toepassingen. Heetgeperste staalsoorten (HPF), met name 22MnB5 met een AlSi-coating, worden geaustenitiseerd en vervolgens gelijktijdig gevormd en afgeschrikt in een gekoelde matrijs, waardoor treksterkten in de vorm van meer dan 1.500 MPa worden geproduceerd die geen enkel koudvervormingsproces kan evenaren voor onderdelen zoals de binnenkant van de A-stijlen en tunnelversterkingen.
De keuze welke kwaliteit moet worden gebruikt voor een bepaald auto-stansonderdeel wordt bepaald door de positie van het onderdeel in de veiligheidsstructuur van het voertuig, het vereiste gedrag bij het beheer van crashenergie en de ernst van de geometrie ervan. Een onderdeel dat geleidelijk energie moet absorberen door middel van gecontroleerd inklappen – zoals een voorrail – profiteert van de hoge hardingssnelheid van DP- of TRIP-staal, terwijl een onderdeel dat stijf moet blijven en bestand moet zijn tegen indringing onder belasting – zoals een B-stijl – mogelijk beter gediend is met de extreme sterkte van een door heet persen gevormd onderdeel. Deze toepassingsspecifieke kwaliteitselectie betekent dat één carrosserie-in-wit voertuig vijf of zes verschillende AHSS-kwaliteiten kan bevatten, elk verwerkt via verschillende gereedschaps- en persomstandigheden.
Springback-ernst en compensatie bij AHSS-automobielstempelonderdelen
Springback is de meest consequente productie-uitdaging die AHSS introduceert bij de productie van stansonderdelen voor auto's, en de ernst ervan in deze materialen is aanzienlijk groter dan alles wat wordt ervaren met zacht staal of zelfs conventionele hogesterkte-laaggelegeerde (HSLA) kwaliteiten. De fundamentele oorzaak is de hoge vloeigrens die kenmerkend is voor AHSS: DP980 heeft bijvoorbeeld een vloeigrens van ongeveer 700–900 MPa en een treksterkte van 980 MPa, wat een vloeigrens oplevert van 0,71–0,92. Zacht staal DC04 heeft een vloeigrens van ongeveer 0,45. Omdat de omvang van de terugvering evenredig is met de verhouding tussen de vloeigrens en de elastische modulus (de modulus van Young voor staal is ongeveer 210 GPa, ongeacht de kwaliteit), en AHSS een vloeigrens heeft die twee tot vier keer hoger is dan zacht staal bij dezelfde modulus, is de elastische spanning die herstelt na het openen van de matrijs proportioneel twee tot vier keer groter. Op een kanaalsectie van 90° gevormd uit DP980 is een hoekige terugvering van 10°–16° aan de zijwanden vóór compensatie gebruikelijk, vergeleken met 2°–4° voor een gelijkwaardig zacht stalen onderdeel.
De compensatiestrategieën die in de praktijk worden gebruikt voor AHSS-stempelonderdelen voor auto's zijn complexer dan de eenvoudige geometrische overbuiging die voldoende is voor zacht staal. Drie benaderingen worden doorgaans gecombineerd:
- FEA-geleide geometrische compensatie: Vormsimulatiesoftware (AutoForm, Dynaform of PAM-STAMP) met een gekalibreerde materiaalkaart voor de specifieke AHSS-kwaliteit voorspelt de verdeling van de terugvering over het onderdeeloppervlak. De matrijsgeometrie wordt vervolgens in de tegenovergestelde richting veranderd door de voorspelde terugvering (een proces dat matrijscompensatie wordt genoemd), zodat het onderdeel na het openen van het gereedschap terugveert naar de nominale geometrie. Voor complexe auto-constructieonderdelen vereist dit proces doorgaans twee of drie simulatie-compensatie-uitprobeercycli voordat de matrijsgeometrie convergeert naar de juiste gecompenseerde vorm.
- Herhaling na formulier: Een speciaal herslagstation oefent een munt- of strijkbelasting uit op de gebieden van het onderdeel die het meest gevoelig zijn voor terugvering (meestal de zijwanden en flenzen van kanaalsecties), waardoor extra elastische spanning wordt omgezet in plastische spanning en de herstelbare terugvering wordt verminderd. De herdrukkrachten voor DP980 kunnen 150–200% van de vormkracht bereiken voor dezelfde geometrie in zacht staal, wat een directe invloed heeft op de keuze van het perstonnage.
- Optimalisatie van de tekenlijngeometrie: Door de kracht van de trekhiel te vergroten, wordt het materiaal uitgerekt voorbij zijn vloeigrens terwijl het over de kraal stroomt, waardoor het aan het einde van de vorming in een hogere spanningstoestand achterblijft. Een hogere spanning bij de matrijsopening betekent minder differentieel spanningsherstel en een meer voorspelbare, meer uniforme terugvering die gemakkelijker geometrisch te compenseren is. Voor AHSS worden de trekhielhoogten en -radii agressiever afgestemd dan voor zacht staal, en de daaruit voortvloeiende toename van de kracht van de blancohouder moet bij de planning van de perscapaciteit rekening worden gehouden.
Hoe AHSS de slijtage van matrijzen versnelt en de gereedschapsvereisten verandert
De vormkrachten die nodig zijn om AHSS plastisch te vervormen zijn twee tot vier keer hoger dan die voor zacht staal van dezelfde dikte, en deze verhoogde krachten worden rechtstreeks als contactdruk op de matrijsoppervlakken overgebracht. Het resultaat is een aanzienlijke versnelling van de slijtage van de abrasieve matrijzen, met name van de trekradiussen, bindmiddeloppervlakken en snijkanten, waardoor de onderhoudsintervallen worden verkort en de totale gereedschapskosten per geproduceerd onderdeel stijgen. Een matrijs die zachtstalen auto-stempelonderdelen produceert, kan na 200.000 à 300.000 slagen opnieuw worden geslepen; Dezelfde matrijsgeometrie die de DP780 vormt, kan na 80.000–120.000 slagen opnieuw slijpen vereisen als het matrijsmateriaal en de oppervlaktebehandeling niet zijn aangepast aan de hogere contactdrukken.
De strategie voor gereedschapsmateriaal en oppervlaktebehandeling voor AHSS-stempelonderdelen voor auto's verschilt op verschillende specifieke manieren van de zachtstaalpraktijk. De onderstaande vergelijking vat de belangrijkste upgrades samen die vaak worden toegepast:
| Matrijscomponent | Milde staalpraktijk | AHSS-praktijk |
| Teken matrijsmateriaal | Nodulair gietijzer (GGG70L) | D2/SKD11 of DC53 gereedschapsstaal |
| Teken straal oppervlaktebehandeling | Verchromen of vlamharden | TiAlN- of TiCN PVD-coating (2.800–3.200 HV) |
| Stansmateriaal snijden | SKD11 bij 58-60 HRC | DC53- of PM-gereedschapsstaal bij 60–63 HRC |
| Oppervlaktebehandeling van het bindmiddel | Geen of nitreren | Nitrerende PVD-toplaag of thermisch spuitcermet |
| Maalinterval | 200.000–300.000 slagen | 100.000–200.000 slagen (met verbeterde materialen) |
Invreten – de lijmoverdracht van werkstukmateriaal op het matrijsoppervlak – is een bijzonder schadelijke faalwijze bij het vormen van gegalvaniseerde AHSS. De zinklaag op gegalvaniseerd DP- of TRIP-staal wordt gemakkelijk overgebracht naar het matrijsoppervlak onder de hoge contactdruk van AHSS-vorming, en de opgehoopte zinkophoping scoort vervolgens de daaropvolgende delen. DLC-coatings (diamantachtige koolstof) hebben de beste anti-vreetprestaties aangetoond voor gegalvaniseerde AHSS omdat de extreem lage oppervlakte-energie van DLC de zinkhechting remt, maar de beperkte temperatuurstabiliteit van DLC (degradatie begint boven 300 ° C) moet worden beheerd door te zorgen voor voldoende smering om de oppervlaktetemperatuur van de matrijs tijdens de productie onder deze drempel te houden.
Persselectie en tonnagevereisten voor AHSS Automotive Stamping Parts
De vormkracht die nodig is voor AHSS-auto-stansonderdelen heeft een directe en aanzienlijke impact op de persselectie. De stanskracht voor een gegeven perimetersnede is proportioneel aan de uiteindelijke treksterkte van het materiaal, wat betekent dat het stansen van DP980 ongeveer 2,5 maal het tonnage van stansen DC04 nodig heeft bij dezelfde dikte en omtrek. Voor een groot structureel auto-onderdeel – een buitenste B-stijl of een langsrail op de vloer – kan de stanskracht alleen al 800–1.200 ton bereiken voor de DP980, waardoor persen in het bereik van 1.500–2.500 ton nodig zijn die een extra capaciteitsmarge hebben om te voorkomen dat ze op piekvermogen werken. Het constant laten draaien van een pers op 90% van het nominale tonnage met AHSS versnelt de vermoeidheid van het persframe, de slijtage van de verbindingsbouten en de slijtage van de krukaslagers met snelheden die onderhoudsschema's die zijn afgestemd op de productie van zacht staal niet kunnen voorzien.
Servoperstechnologie heeft betekenisvolle voordelen opgeleverd voor AHSS-auto-stansonderdelen ten opzichte van conventionele vliegwielaangedreven excentrische persen. De mogelijkheid om willekeurige bewegingsprofielen van de ram te programmeren – in plaats van een vaste sinusoïdale curve te volgen – maakt het mogelijk dat servopersen de ram vertragen door de vormzone waar de AHSS-terugvering het meest gevoelig is voor de vormsnelheid, waardoor de maatconsistentie wordt verbeterd. Het zorgt er ook voor dat de pers een programmeerbare tijd in het onderste dode punt kan blijven staan, waarvan is aangetoond dat het de terugvering in AHSS met 15-25% vermindert in vergelijking met een gelijkwaardig onderdeel dat zonder stilstand is gevormd, omdat de aanhoudende druk extra spanningsrelaxatie in de gevormde geometrie mogelijk maakt voordat de matrijs opent.
Hot Press Forming: een apart proces voor de sterkste auto-stempelonderdelen
Heetpersvormen (HPF), ook wel persharden of heetstempelen genoemd, vertegenwoordigt een fundamenteel andere productiebenadering voor de sterkste auto-stansonderdelen - onderdelen die treksterktes van meer dan 1.000 MPa vereisen die niet kunnen worden bereikt door koudvervormen zonder catastrofale terugvering of breuk. Bij het directe HPF-proces wordt een stuk 22MnB5 boorstaal verwarmd tot ongeveer 900–950°C (boven de austenitisatietemperatuur), overgebracht naar een watergekoelde matrijs, gevormd in zachte austenitische toestand, en vervolgens afgeschrikt in de gesloten matrijs met een gecontroleerde koelsnelheid van meer dan 27°C/seconde om een volledig martensitische microstructuur te bereiken met een treksterkte van 1.500–1.600. MPa in het voltooide deel.
De implicaties voor de infrastructuur voor de productie van stempelonderdelen voor auto's zijn aanzienlijk. HPF vereist rolhaardovens die in staat zijn om plano's gelijkmatig te verwarmen tot binnen ±10°C van de beoogde austenitistemperatuur, overdrachtsystemen die het hete plano in minder dan 7 seconden van de oven naar de pers verplaatsen om overmatige temperatuurdaling te voorkomen, watergekoelde matrijzen met nauwkeurig ontworpen koelkanaalindelingen die de vereiste afschriksnelheid gelijkmatig over het onderdeeloppervlak bereiken, en drukknoppen die de matrijssluitingsdruk handhaven tijdens de afschrikcyclus - doorgaans 10-20 seconden - in plaats van onmiddellijk te openen na het vormen. De investering in deze infrastructuur is een orde van grootte hoger dan die van een conventionele cold-stamping-lijn met een gelijkwaardige onderdeelgrootte, maar het is het enige proces dat op betrouwbare wijze de 1.500 MPa treksterkte-onderdelen produceert die moderne voertuigveiligheidsstructuren vereisen op inbraakkritische locaties.
Voor fabrikanten van auto-stansonderdelen die de transitie naar AHSS en HPF doormaken, is de belangrijkste operationele realiteit dat materiaalkennis, simulatiemogelijkheden, gereedschapsinvesteringen en perstechnologie allemaal samen vooruit moeten gaan. Het upgraden van één element op zichzelf – bijvoorbeeld het overstappen op AHSS zonder de matrijsmaterialen of het perstonnage te upgraden – levert consequent teleurstellende resultaten op wat betreft de levensduur van de matrijs, de kwaliteit van de onderdelen en de productiestabiliteit. De fabrikanten die de productie van AHSS-auto-stempelonderdelen onder de knie hebben, behandelen materiaalselectie, vormsimulatie, matrijsontwerp, oppervlaktebehandeling en persprogrammering als een geïntegreerd technisch systeem in plaats van een opeenvolging van onafhankelijke beslissingen.

Vorig bericht
Wat is het verschil tussen traditionele en simulatie-geoptimaliseerde auto-stempelmatrijzen?
Volgende bericht
Waarom vereisen elektronische stempelmatrijzen nauwere toleranties dan stempelmatrijzen voor huishoudelijke apparaten?
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
