-
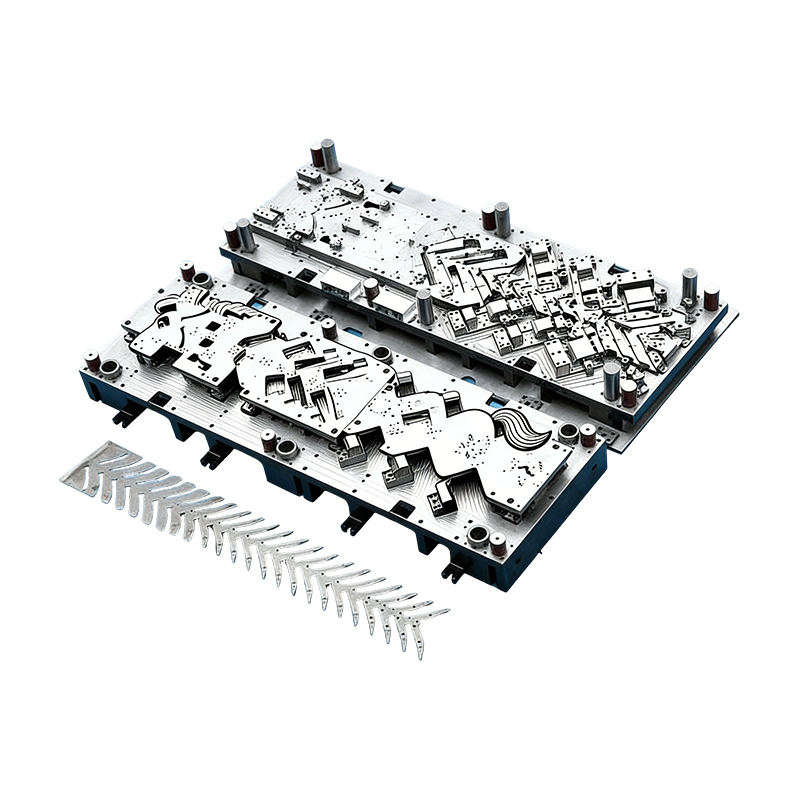
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
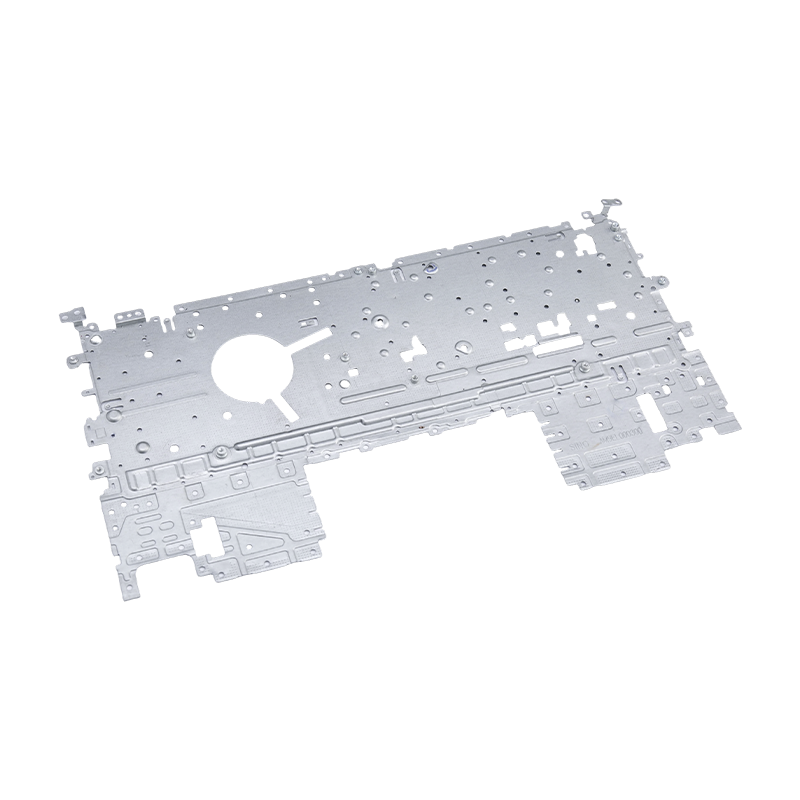
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
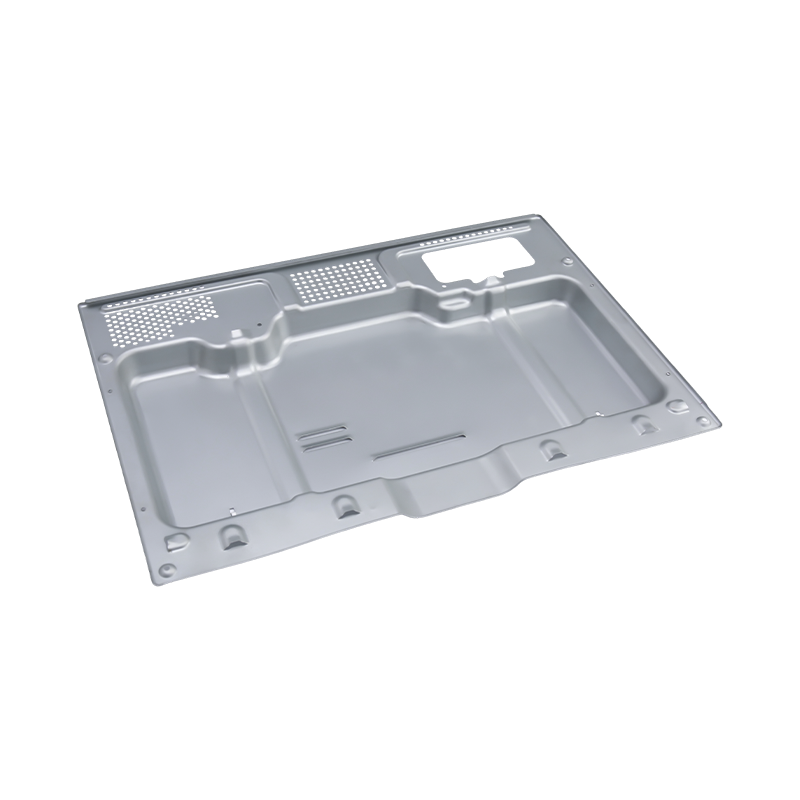
Hoogwaardige ovenstempelonderdelen
Onze hoogwaardige ovenstempelonderdelen zijn me...
-
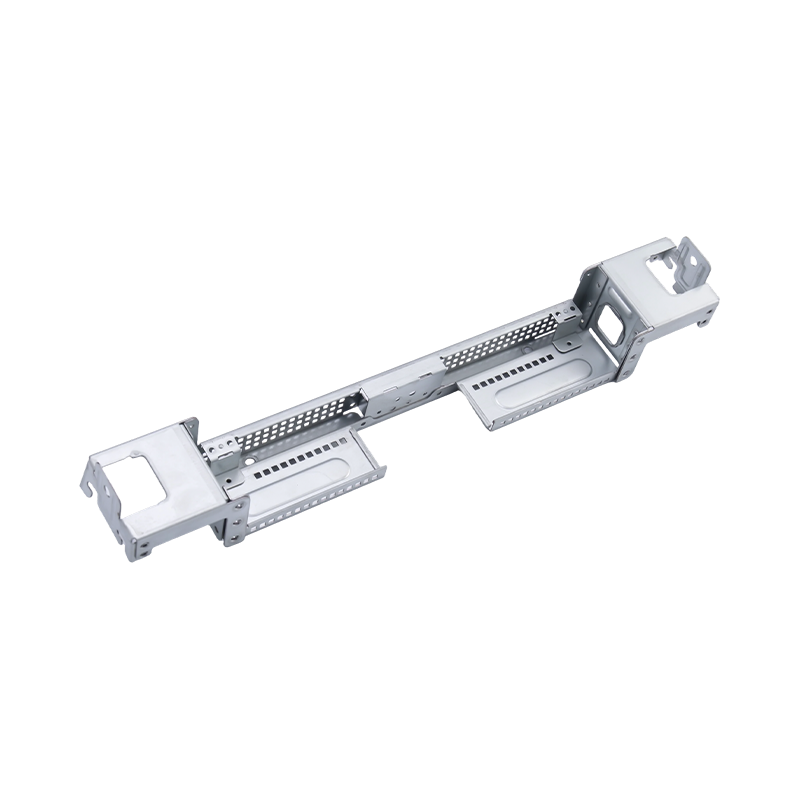
Hoogwaardige grote computerstempelonderdelen
Onze hoogwaardige grote computerstempelonderdel...
-
Kleine gestempelde onderdelen voor laptops en mobiele telefoons
Als essentiële interne componenten voor moderne...
-
Stempelonderdelen voor autostoelen
Stempelonderdelen voor autostoelen zijn metalen...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Wat zijn de belangrijkste verschillen tussen micro-stempelen en standaard elektronische onderdelen?
Wat zijn de belangrijkste verschillen tussen micro-stempelen en standaard elektronische onderdelen?
2026-03-09
Elektronische stempelonderdelen en hun rol in moderne elektronica begrijpen
Elektronische stempelonderdelen zijn metalen precisiecomponenten die zijn vervaardigd via een progressief of overdrachtsstempelproces waarbij vlakke metalen platen of rollen geleidelijk worden gevormd, geponst, gebogen en gevormd door geharde matrijzensets om afgewerkte onderdelen met nauwe maattoleranties te produceren. Deze componenten vormen de structurele en elektrische basis van vrijwel elk elektronisch apparaat dat tegenwoordig in productie is – van consumentensmartphones en laptops tot autobesturingsmodules, medische implantaten en industriële sensoren. De categorie omvat een enorme verscheidenheid aan componenttypen, waaronder terminals, connectoren, afschermingen, beugels, contacten, leadframes, warmteverspreiders en veerelementen, die allemaal het gemeenschappelijke kenmerk delen dat ze zijn gevormd uit metaalplaat in plaats van machinaal vervaardigd uit massief materiaal of gegoten uit gesmolten metaal. Binnen het brede universum van elektronische stempelonderdelen vertegenwoordigt het onderscheid tussen micro-stempelen en standaardstempelen een van de praktisch meest significante scheidslijnen in productiecapaciteit, procesvereisten en geschiktheid voor eindgebruikstoepassingen.
Standaard elektronische stempelonderdelen definiëren: afmetingen en mogelijkheden
Standaard elektronische stempelonderdelen bezetten het brede middengebied van de stempelindustrie en omvatten componenten met kenmerkende afmetingen en materiaaldiktes die conventionele progressieve matrijsgereedschappen en standaard stempelpersen betrouwbaar kunnen produceren bij hoge volumes. In praktische termen worden standaard elektronische stempelonderdelen doorgaans geproduceerd uit plaatmetaal met diktes variërend van ongeveer 0,15 mm tot 3,0 mm, met geperforeerde gaten, gevormde kenmerken en buigradii die zijn gedimensioneerd in tienden van een millimeter in plaats van in microns. Maattoleranties op standaard elektronische stempelonderdelen vallen over het algemeen in het bereik van ± 0,05 mm tot ± 0,1 mm, haalbaar met goed onderhouden conventioneel gereedschap op persapparatuur variërend van 25 ton bench-top units tot 400 ton transferpersen voor grotere componenten.
Het materiaalbereik voor standaard elektronische stempelonderdelen is breed en omvat koudgewalst staal, roestvrij staalsoorten 301 en 304, koperlegeringen zoals C110, C194 en C260 messing, aluminiumlegeringen 1100 en 3003 en nikkelzilver. Opties voor oppervlakteafwerking, waaronder galvaniseren met tin, nikkel, zilver of goud, worden routinematig toegepast op standaard elektronische stempelonderdelen om de contactweerstand, corrosieweerstand en soldeerbaarheidskenmerken te bereiken die vereist zijn voor hun specifieke circuit of mechanische functie. Productievolumes voor standaard elektronische stempelonderdelen kunnen variëren van duizenden tot honderden miljoenen stuks per jaar, waarbij progressieve matrijsgereedschappen cyclussnelheden van 100 tot 800 slagen per minuut mogelijk maken, afhankelijk van de complexiteit van het onderdeel en de persgrootte.
Wat definieert micro-stamping en waar het afwijkt van de standaardpraktijk
Micro-stempelen komt in beeld wanneer de maatvereisten van elektronische stempelonderdelen groter zijn dan wat standaard gereedschappen en procescontroles op betrouwbare wijze kunnen leveren. Hoewel er geen universeel overeengekomen drempel is, wordt over het algemeen aangenomen dat micro-stansen begint wanneer de materiaaldikte onder de 0,1 mm daalt, wanneer de afmetingen van de geponste kenmerken een verhouding van 1: 1 benaderen of overschrijden met de materiaaldikte (dat wil zeggen gatdiameters gelijk aan of kleiner dan de plaatdikte die wordt geponst), of wanneer de totale afmetingen van onderdelen worden gemeten in millimeters van één cijfer met toleranties die zijn aangescherpt tot ± 0,005 mm tot ± 0,02 mm. Op deze schaal vereisen de fysische wetten die metaalvervorming, gereedschapsslijtage en persdynamiek beheersen fundamenteel andere benaderingen van matrijsontwerp, persselectie, procescontrole en kwaliteitsinspectie vergeleken met de standaardproductie van elektronische stempelonderdelen.
De meedogenloze drang van de elektronica-industrie naar miniaturisering is de belangrijkste kracht die de markt voor micro-gestempelde elektronische stempelonderdelen vergroot. Smartphone-connectoren, hoortoestelcomponenten, draagbare sensorbehuizingen, leadcontacten van de pacemaker, de verpakking van MEMS-apparaten en IC-leadframes met fijne toonhoogte vereisen allemaal micro-gestempelde kenmerken die eenvoudigweg niet volgens specificatie kunnen worden geproduceerd met behulp van conventionele stempelbenaderingen. De kloof tussen wat standaard en micro-stempels kunnen bereiken is groter geworden naarmate de miniaturisatie van apparaten is versneld, waardoor het onderscheid tussen deze twee categorieën steeds commercieel en technisch significanter wordt.
Gereedschapsontwerp en matrijsconstructie: waar de verschillen het meest uitgesproken zijn
Het matrijsgereedschap dat wordt gebruikt om micro-gestempelde elektronische stempelonderdelen te produceren, verschilt van standaardgereedschap in bijna elk aspect van het ontwerp, de materiaalspecificatie en het productieproces. Standaard progressieve matrijzen voor elektronische stempelonderdelen zijn gemaakt van gereedschapsstaalsoorten zoals D2, M2 of DC53, waarbij de pons- en matrijsspeling doorgaans is ingesteld op 5-10% van de materiaaldikte per zijde. Bij standaardafmetingen zijn deze spelingen haalbaar met conventionele CNC-slijp- en EDM-draadsnijapparatuur, en de resulterende gereedschappen kunnen miljoenen onderdelen produceren voordat ze moeten worden gereviseerd.
Micro-stempelmatrijzen voor miniatuur elektronische stempelonderdelen vereisen spelingen gemeten in microns van één cijfer - soms slechts 1 à 3 micron per zijde voor de fijnste kenmerken - veeleisende matrijscomponenten vervaardigd op ultraprecieze slijpmachines en profiel-EDM-apparatuur die toleranties van ± 0,001 mm of beter kan aanhouden. Ponsdiameters voor micro-gestempelde kenmerken kunnen zo klein zijn als 0,05 mm, op welke schaal de stempel mechanisch kwetsbaar is en gevoelig voor afbuiging onder de laterale krachten die worden gegenereerd tijdens het ponsen. Matrijsontwerpers compenseren dit door geleidebusopstellingen die de stempel dicht bij het snijvlak ondersteunen, kortere matrijsingangslengtes die de niet-ondersteunde stempellengte minimaliseren, en gecontroleerde uitlijning van stempel tot matrijs, bereikt door nauwkeurig geslepen geleidekolommen en bussen met spelingen op micronniveau.
Hardmetalen gereedschappen - met name wolfraamcarbidesoorten die zijn geselecteerd vanwege hun combinatie van hardheid, taaiheid en druksterkte - zijn in wezen verplicht voor de productie van micro-gestempelde elektronische stempelonderdelen. De slijtagesnelheid van gereedschapsstaal bij ponsafmetingen op microschaal zou het gereedschap binnen een korte productierun economisch niet levensvatbaar maken. Hoewel hardmetalen matrijzen aanzienlijk duurder zijn om te vervaardigen dan gereedschapsstaal-equivalenten, bieden ze de slijtvastheid en maatvastheid die nodig zijn om de kenmerkgrootte en randkwaliteit te behouden over de miljoenen slagen die nodig zijn voor de kosteneffectieve productie van micro-gestempelde elektronische stempelonderdelen.
Vereisten voor persapparatuur en procescontrole
De persapparatuur die wordt gebruikt voor micro-gestempelde elektronische stempelonderdelen verschilt aanzienlijk van de standaardspecificaties van de stempelpers. De standaardproductie van elektronische stempelonderdelen tolereert een mate van doorbuiging van het persframe, variatie in parallellisme van de dia en dynamische trillingen die op microschaal catastrofaal zouden zijn. Micro-stempelpersen zijn gebouwd volgens aanzienlijk strengere specificaties voor glijgeleiding – doorgaans 0,003 mm of beter evenwijdigheid – met behulp van hydrostatische of precisierolgelagerde glijgeleidingen die een consistente sluithoogte behouden, ongeacht excentrische belasting door asymmetrische onderdeelgeometrieën.
Servoaangedreven microstempelpersen bieden bijzondere voordelen voor de precisieproductie van elektronische stempelonderdelen op microschaal. De mogelijkheid om willekeurige schuifbewegingsprofielen te programmeren – langzame benadering van contact voor delicate kenmerken, snelle terugkeer voor cyclustijdoptimalisatie, gecontroleerde stilstand in het onderste dode punt voor muntbewerkingen – biedt een niveau van procesflexibiliteit waar mechanische persen met krukas niet aan kunnen tippen. Servopersen elimineren ook de energiepieken die gepaard gaan met vliegwielaangedreven mechanische persen, waardoor de trillingen die op de matrijs worden overgedragen worden verminderd en de maatconsistentie wordt verbeterd tijdens lange productieruns van micro-gestempelde elektronische stempelonderdelen.
Zij-aan-zij vergelijking van de belangrijkste kenmerken
De onderstaande tabel biedt een gestructureerde vergelijking van de belangrijkste verschillen tussen micro-stansen en standaardprocessen voor elektronische stempelonderdelen over de dimensies die het meest relevant zijn voor ontwerpingenieurs en inkoopspecialisten:
| Kenmerkend | Standaard elektronische stempelonderdelen | Micro-gestempelde elektronische stempelonderdelen |
| Materiaaldiktebereik | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Dimensionale tolerantie | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Matrijsspeling per zijde | 5–10% van de materiaaldikte | 1–3 micron absoluut |
| Gereedschapsmateriaal | Gereedschapsstaal (D2, M2, DC53) | Wolfraamcarbide |
| Druk op typen | Mechanisch/hydraulisch | Precisieservo / hydrostatische geleiding |
| Typische slagfrequentie | 100–800 tpm | 200–1.500 rpm (servo-geoptimaliseerd) |
| Inspectiemethode | CMM, optische comparator | Visiesystemen, SEM, confocale microscopie |
| Gereedschapskosten | Matig | Hoog tot zeer hoog |
Verschillen in materiaalkeuze voor elektronische stempelonderdelen op microschaal
De materiaalkeuze voor micro-gestempelde elektronische stempelonderdelen brengt extra beperkingen met zich mee die verder gaan dan die welke van toepassing zijn op standaardcomponenten. Bij diktes onder 0,1 mm wordt de microstructuur van het metaal direct relevant voor het stempelgedrag; de korrelgrootte in verhouding tot de materiaaldikte kan inconsistente vervorming, braamvorming en variatie in de randkwaliteit veroorzaken die bij standaarddiktes verwaarloosbaar zou zijn. Micro-stempeltoepassingen specificeren doorgaans materialen met gecontroleerde korrelstructuren, vaak aangeduid door ASTM- of JIS-fijnkorrelige specificaties, om een consistente metaalstroom en snijrandkwaliteit tijdens de stempelbewerking te garanderen.
Koperlegeringen blijven de meest voorkomende geleidermaterialen voor micro-gestempelde elektronische stempelonderdelen, met name C194 (koper-ijzer-fosfor) en C7025 (koper-nikkel-silicium) kwaliteiten die een goede elektrische geleidbaarheid bieden in combinatie met de veerkarakteristieken en vervormbaarheid die nodig zijn voor miniatuurcontact- en terminaltoepassingen. Beryllium-koperlegeringen, met name C17200 in de oplossing-gegloeide toestand, zijn gespecificeerd voor micro-gestempelde veercontacten waarbij maximale elastische doorbuiging onder belasting vereist is, hoewel de verwerking ervan zorgvuldige aandacht vereist voor gezondheids- en veiligheidscontroles tijdens stempel- en afwerkingsbewerkingen.
Kwaliteitsinspectie en meetuitdagingen op microschaal
Het verifiëren van de dimensionale conformiteit van micro-gestempelde elektronische stempelonderdelen vereist inspectieapparatuur en -methodologieën die veel verder gaan dan de coördinatenmeetmachines en optische vergelijkers die standaard zijn in de meeste stempelkwaliteitslaboratoria. Functiegroottes gemeten in tientallen microns vereisen contactloze optische meetsystemen – doorgaans geautomatiseerde vision-systemen met sub-micron resolutiedoelstellingen en telecentrische optica – die honderden kenmerken per onderdeel in seconden kunnen meten bij productielijnsnelheden. Voor de meest kritische dimensies biedt scanning-elektronenmicroscopie (SEM) de resolutie die nodig is om de randkwaliteit, braamhoogte en oppervlakteconditie te karakteriseren op een detailniveau dat onbereikbaar is met lichtoptiek.
Statistische procescontrole voor micro-gestempelde elektronische stempelonderdelen moet worden geïmplementeerd op een niveau van nauwkeurigheid dat verder gaat dan de typische SPC-programma's die worden toegepast op de standaardproductie van elektronische stempelonderdelen. Slijtage van matrijzen op microschaal leidt tot dimensionale driftsnelheden die de tolerantiegrenzen kunnen overschrijden binnen een enkele productieploeg in plaats van tijdens de meerdaagse productieruns die typisch zijn voor standaardgereedschappen. Real-time SPC met geautomatiseerde feedback op persparameters – het aanpassen van de sluithoogte, de voortgang van de voeding en de smering als reactie op gemeten dimensionale trends – wordt steeds vaker een standaardpraktijk bij toonaangevende microstempelbewerkingen in de sector van de precisie-elektronica.
Kiezen tussen micro- en standaard elektronische stempelonderdelen voor uw toepassing
De beslissing tussen het specificeren van micro-gestempelde of standaard elektronische stempelonderdelen moet worden ingegeven door objectieve functionele vereisten in plaats van door de veronderstelling dat nauwere toleranties altijd betere producten opleveren. Standaard onderdelen voor elektronisch stempelen zijn geschikt wanneer aan de dimensionale, elektrische en mechanische prestatie-eisen van de toepassing kan worden voldaan binnen de mogelijkheden van conventioneel stempelen - en bij de meeste elektronische assemblagetoepassingen is dat ook mogelijk. De aanzienlijk lagere gereedschapskosten, het bredere leveranciersbestand en het eenvoudigere kwaliteitsbeheer dat gepaard gaat met standaard elektronische stempelonderdelen vertegenwoordigen echte voordelen die niet mogen worden opgegeven zonder duidelijke functionele rechtvaardiging.
Micro-stamping moet worden gespecificeerd wanneer miniaturisatie een echte ontwerpdriver is – wanneer kleinere componentafmetingen betekenisvolle verbeteringen mogelijk maken in de apparaatprestaties, integratiedichtheid of eindgebruikerservaring die de hogere investeringen in gereedschappen en het complexere supply chain-management rechtvaardigen. Toepassingen, waaronder ultraminiatuurconnectoren voor implanteerbare medische apparaten, veercontacten van minder dan millimeter voor draagbare sensoren, leadframes met fijne steek voor geavanceerde IC-pakketten en precisie-afschermingscomponenten voor RF-gevoelige modules vertegenwoordigen allemaal gevallen waarin de mogelijkheden van micro-gestempelde elektronische stempelonderdelen functionele waarde opleveren die niet op standaardschaal kan worden gerepliceerd.

Vorig bericht
Metalen stempelonderdelen voor auto- en huishoudelijke apparaten: processen, materialen en kwaliteitsnormen
Volgende bericht
Wat is het verschil tussen traditionele en simulatie-geoptimaliseerde auto-stempelmatrijzen?
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
