
-
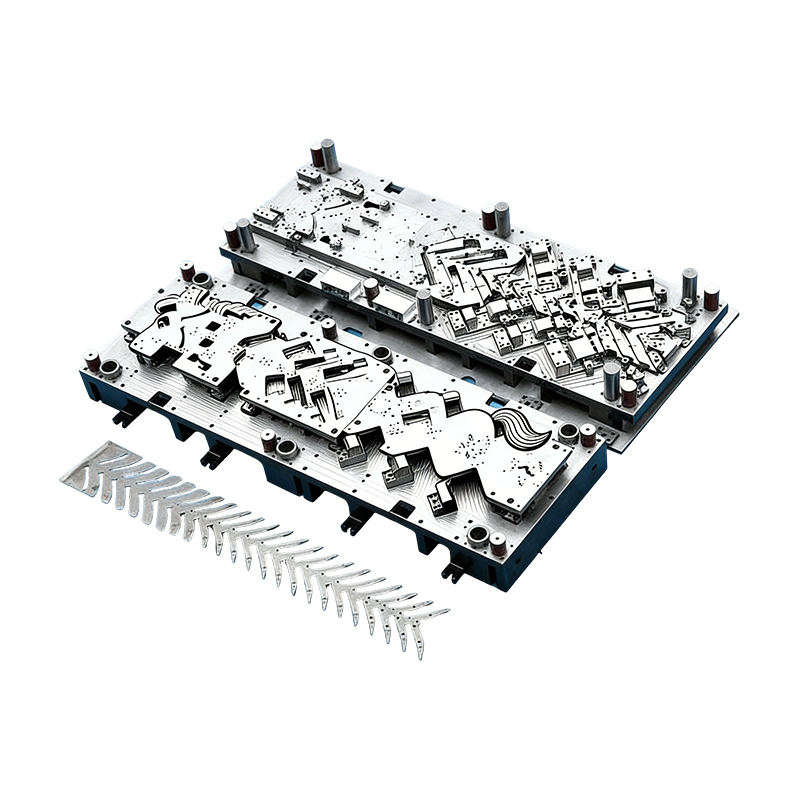
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
Stempelonderdelen voor autostoelen
Stempelonderdelen voor autostoelen zijn metalen...
-

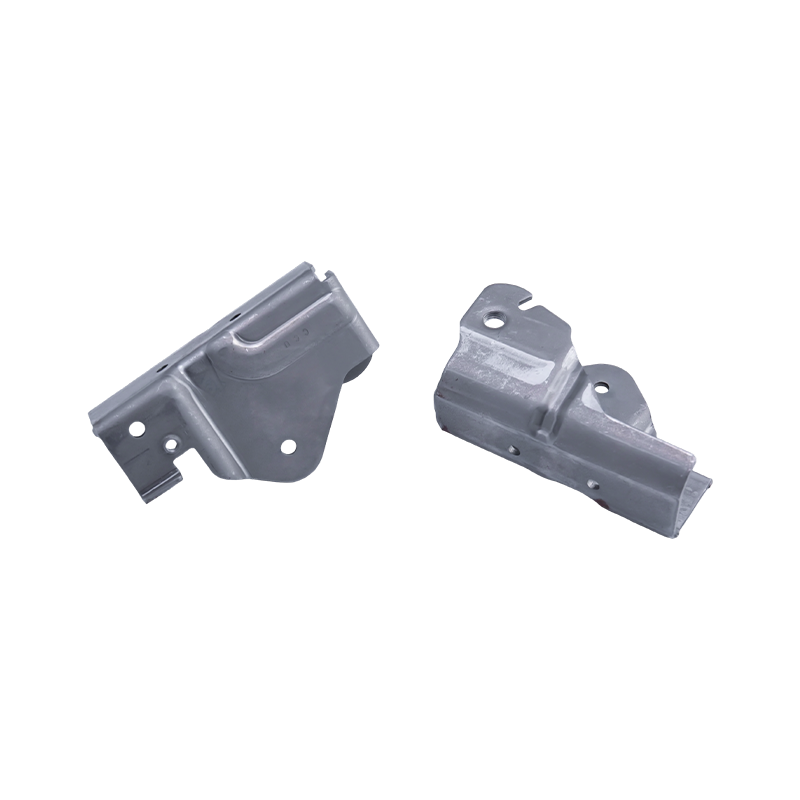
Stempelonderdelen voor motorbehuizingen voor auto's
Stempelonderdelen voor motorbehuizingen voor au...
-
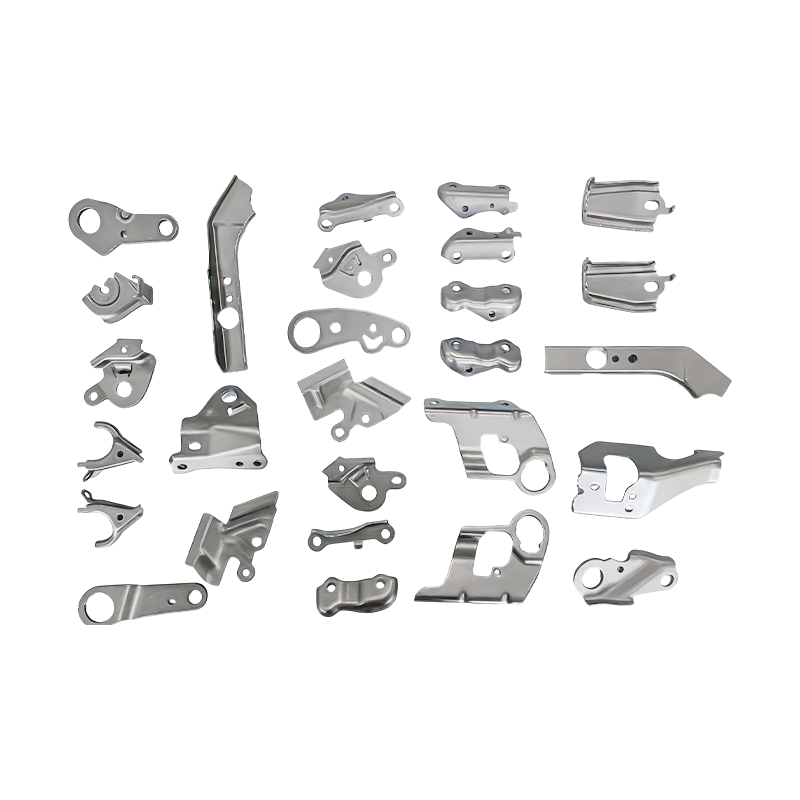
Kleine auto-onderdelen, progressieve stempelonderdelen
Onze progressieve stempelonderdelen voor kleine...
-
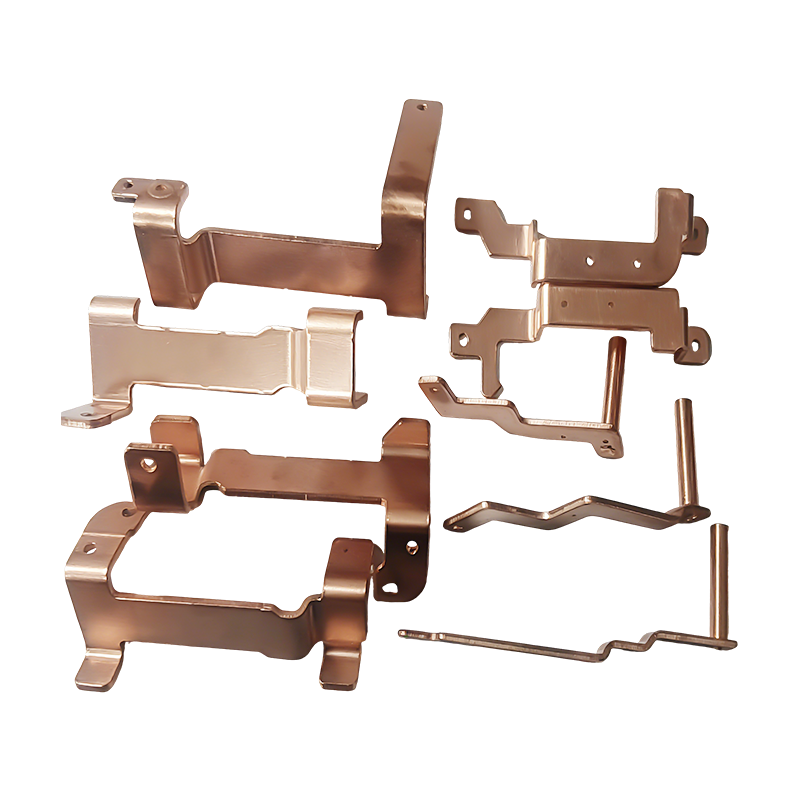
Nieuwe koperen busbar-stempelonderdelen voor energievoertuigen
Koperen busbar-stempelonderdelen voor nieuwe en...
-
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Metalen stempelonderdelen voor auto- en huishoudelijke apparaten: processen, materialen en kwaliteitsnormen
Metalen stempelonderdelen voor auto- en huishoudelijke apparaten: processen, materialen en kwaliteitsnormen
2026-03-16
Wat is stempelproductie?
Stempelproductie is een metaalbewerkingsproces waarbij vlak plaatmetaal wordt ingevoerd in een stempelpers die is uitgerust met een op maat gemaakte matrijzenset, en mechanische of hydraulische kracht wordt uitgeoefend om het materiaal in een nauwkeurig gedefinieerde vorm te snijden, buigen, trekken of reliëf te maken. Het proces omvat een brede reeks bewerkingen – stansen, doorboren, vormen, dieptrekken, munten en progressief stempelen – elk geschikt voor verschillende geometrieën, materiaaldiktes en productievolumes. Wat al deze bewerkingen verenigt, is het fundamentele voordeel van stempelen: de mogelijkheid om grote hoeveelheden dimensionaal consistente metalen stempelonderdelen te produceren met hoge snelheid en lage kosten per eenheid, met minimaal materiaalverlies vergeleken met subtractieve bewerkingsmethoden.
Modern stempelen productie vertrouwt op servoaangedreven en hydraulische persen met een kracht van 20 tot meer dan 2.000 ton, gecombineerd met precisiegereedschap dat is vervaardigd met toleranties gemeten in micrometers. Met computerondersteunde matrijsontwerp- en simulatiesoftware kunnen ingenieurs de metaalstroom, terugvering en verdunning voorspellen voordat ook maar één stuk staal wordt gesneden, waardoor de ontwikkelingscycli van gereedschappen en het aantal afkeurende onderdelen van het eerste artikel dramatisch worden verminderd. Het resultaat is een productiediscipline die in staat is om metalen stempelonderdelen te leveren die voldoen aan de veeleisende dimensionale en structurele vereisten van uiteenlopende sectoren als consumentenelektronica, huishoudelijke apparaten en autotechniek.
Kernprocessen binnen de stempelproductie
Door inzicht te krijgen in de specifieke handelingen die deel uitmaken van de stempelproductie, kunnen inkoopingenieurs en productontwerpers de meest kosteneffectieve aanpak kiezen voor een bepaalde componentgeometrie en productievolume. De belangrijkste procescategorieën hebben elk verschillende gereedschapsvereisten en outputkenmerken.
Progressief stempelen
Progressief stempelen voert een metalen strip door een reeks stations binnen een enkele matrijsset, waarbij elk station één bewerking uitvoert: ponsen, inkepingen, buigen of vormen - terwijl de strip voortbeweegt. Tegen de tijd dat de strook het eindstation verlaat, worden de volledig gevormde metalen stempeldelen van de draagstrook gescheiden en verzameld. Deze aanpak is zeer efficiënt voor kleine tot middelgrote onderdelen die in zeer grote volumes worden geproduceerd, zoals terminalconnectoren, beugelclips en bevestigingsmateriaal voor apparaten, omdat de hele reeks op perssnelheid verloopt zonder handmatige verwerking van onderdelen tussen bewerkingen.
Diepe tekening
Dieptrekken verandert een platte metalen plano in een holle, naadloze schaal door deze met een pons in een matrijsholte te drukken. Het proces is van fundamenteel belang voor de productie van cilindrische en doosvormige componenten, waaronder beugels voor de binnenkuip van wasmachines, drankblikjes en behuizingen van brandstoftanks voor auto's. Materiaalkeuze is van cruciaal belang bij dieptrekken: het metaal moet voldoende ductiliteit en gunstige vormverhoudingen vertonen om de grote plastische vervorming te ondergaan die nodig is zonder scheuren of kreuken. Koolstofarm staal, aluminiumlegeringen en roestvrij staal zijn de meest voorkomende diepgetrokken materialen bij het stempelen van apparaten en auto's.
Fijne blanking
Fijn stansen is een gespecialiseerd stempelproces dat onderdelen produceert met geschoren randen die uitzonderlijk glad en vlak zijn, waardoor de secundaire afwerkingsbewerkingen die bij conventioneel stansen nodig zijn, worden geëlimineerd. Door gelijktijdig met de stanskracht een tegendruk en een stansringkracht uit te oefenen, houdt het fijne stansen het materiaal gedurende het hele knipproces in een staat van drukspanning, waardoor snijvlakken ontstaan die glad zijn over bijna de volledige materiaaldikte. Dit maakt fijn stansen tot het voorkeursproces voor remklauwcomponenten en stoelbeugels in automobieltoepassingen, waar de kwaliteit van de randen rechtstreeks van invloed is op de levensduur en de pasvorm van de montage.
Metalen stempelonderdelen bij de productie van huishoudelijke apparaten
Huishoudelijke apparaten vertegenwoordigen een van de meest gebruikte toepassingsdomeinen voor metalen stempelonderdelen. De combinatie van structurele complexiteit, vereisten voor dimensionele consistentie en kostengevoeligheid bij de productie van apparaten komt precies overeen met wat de productie van stempels oplevert. In alle productcategorieën zorgen gestempelde componenten voor de dragende, uitlijnings- en behuizingsfuncties die de betrouwbaarheid van het apparaat op de lange termijn bepalen.
In koelkasten zorgen deurkozijnen geproduceerd door middel van rolvormen en progressief stempelen voor de stijve omtrek die het deurgewicht ondersteunt, de pakkingafdichtingsoppervlakken onderhoudt en scharnierbevestigingspunten herbergt. De maatnauwkeurigheid van deze kozijnen heeft rechtstreeks invloed op de uitlijning van de deur en de energie-efficiëntie; een deurkozijn dat zelfs maar een fractie van een millimeter buiten de tolerantie valt, kan een pakkinglek veroorzaken dat de cyclusfrequentie van de compressor en het energieverbruik verhoogt. De beugels van de binnenkuip van wasmachines, doorgaans vervaardigd uit gegalvaniseerde of roestvrijstalen platen, moeten bestand zijn tegen onbalansbelastingen bij hoge rotatiesnelheden en herhaalde thermische cycli zonder vermoeidheidsproblemen. Chassispanelen van airconditioners vormen het structurele skelet van de buitenunit en houden compressoren, ventilatoren en warmtewisselaars in een nauwkeurige ruimtelijke relatie, terwijl ze bestand zijn tegen trillingen en blootstelling aan weersinvloeden.
De consistente dikte en nauwe toleranties van metalen stansonderdelen verminderen de montagegaten bij al deze toepassingen, waardoor het eindmontageproces wordt vereenvoudigd, de noodzaak voor verstelbare bevestigingsmiddelen of opvulbewerkingen wordt verminderd en de cosmetische kwaliteit van het eindproduct wordt verbeterd.
Metaalstempelonderdelen in automobieltoepassingen
De auto-industrie is wereldwijd de grootste consument van gestanste metalen onderdelen, waarbij een typisch personenvoertuig enkele honderden individueel gestanste onderdelen bevat, variërend van carrosseriepanelen gemeten in vierkante meters tot precisieremcomponenten gemeten in millimeters. De productie van stempels voor auto's opereert onder de strengste normen op het gebied van afmetingen en mechanische eigenschappen van welke commerciële toepassing dan ook, omdat de gevolgen van defecten aan componenten zich uitstrekken tot de veiligheid van passagiers en het naleven van de regelgeving.
Verstevigingen van carrosseriepanelen – de interne structuurdelen die de deurpanelen, dakpanelen en motorkapconstructies verstijven – worden geproduceerd door een combinatie van dieptrekken, rekvormen en opnieuw slaan. Deze componenten moeten een nauwkeurige contourgeometrie bereiken om een correcte pasvorm met de buitenpanelen en een nauwkeurige positionering van de lasflensen voor body-in-white-montage te garanderen. Hogesterktestaal en geavanceerde hogesterktestaalsoorten worden steeds vaker gebruikt in carrosserieversterkingen om de vereiste crash-energieabsorptie te bereiken met verminderde materiaaldikte en gewicht.
Stoelbeugels zijn een andere kritische categorie van metalen stempelonderdelen voor auto's. Deze componenten verankeren de stoelstructuur aan de voertuigvloer en moeten bestand zijn tegen de statische en dynamische belastingen die zijn gedefinieerd door de normen voor de bescherming van inzittenden. Fijn gestanste of nauwkeurig gestempelde stoelbeugelcomponenten zorgen voor de randkwaliteit en vlakheid die nodig zijn voor een consistent boutkoppel en betrouwbare gewrichtsklemkracht gedurende de hele levensduur van het voertuig. Remklauwcomponenten, inclusief remklauwbeugelbevestigingen en ankerplaten, worden geproduceerd met een maatnauwkeurigheid die zorgt voor een correcte remblokuitlijning, gelijkmatige remblokslijtage en voorspelbare remprestaties over het volledige bedrijfstemperatuurbereik.
Materiaalkeuze voor metalen stempelonderdelen
De prestaties van metalen stempelonderdelen zijn onlosmakelijk verbonden met het materiaal waaruit ze zijn gevormd. De productie van stempels is compatibel met een breed scala aan metalen en legeringen, en het selecteren van het optimale materiaal vereist een evenwicht tussen vervormbaarheid, mechanische eigenschappen, corrosieweerstand en kosten.
| Materiaal | Belangrijkste eigenschappen | Typische toepassingen |
| Koolstofarm staal (DC01/DC04) | Uitstekende vervormbaarheid, lage kosten | Apparaatchassis, beugels, behuizingen |
| Hoogsterkte staal (HSLA) | Hoge vloeigrens, goede lasbaarheid | Verstevigingen van carrosseriepanelen, stoelconstructies |
| Roestvrij staal (304/430) | Corrosiebestendigheid, oppervlakteafwerking | Wasmachinekuipen, apparaatpanelen |
| Aluminiumlegering (5052/6061) | Lichtgewicht, corrosiebestendig | Carrosserieonderdelen voor auto's, koellichamen |
| Gegalvaniseerd staal | Zinkcoating, duurzaamheid buitenshuis | Airconditionerchassis, buitenbeugels |
Kwaliteitscontrole bij de stempelproductie
Het handhaven van maatconsistentie bij productieruns met grote volumes is de centrale kwaliteitsuitdaging bij de productie van stempels. Matrijsslijtage, materiaalbatchvariatie, inconsistentie in de smering en doorbuiging van het persbed kunnen allemaal in de loop van de tijd dimensionale drift veroorzaken, waardoor systematische metingen en procesmonitoring essentieel zijn voor het produceren van metalen stansonderdelen die gedurende duizenden of miljoenen cycli binnen de specificaties blijven.
Toonaangevende stempelfabrikanten implementeren een gelaagd kwaliteitssysteem dat in-die-detectie, statistische procescontrole en gecoördineerde meetmachine-inspectie combineert. De belangrijkste kwaliteitscontrolepraktijken zijn onder meer:
- Eerste artikelinspectie (FAI): Volledige dimensionale verificatie van de eerste productieonderdelen aan de hand van technische tekeningen voordat de volumeproductie wordt vrijgegeven.
- Bemonstering tijdens het proces: Periodieke meting van kritische afmetingen op gedefinieerde productie-intervallen om gereedschapsslijtage of procesdrift te detecteren voordat onderdelen die buiten de tolerantie vallen zich ophopen.
- CMM-verificatie: Coördinatenmeetmachines leveren driedimensionale gegevens voor complex gevormde oppervlakken die niet met handmeters kunnen worden geverifieerd.
- Oppervlakte- en randinspectie: Visuele en tactiele inspectie op bramen, scheuren, rimpels en oppervlaktedefecten die de pasvorm of de levensduur van de montage beïnvloeden.
- Beoordeling van materiaalcertificering: Inkomende materiaaltestcertificaten worden geverifieerd aan de hand van specificatie-eisen voor treksterkte, vloeigrens, rek en coatinggewicht.
Waarom stempelproductie de voorkeurskeuze blijft
Ondanks de opkomst van alternatieve vormtechnologieën, waaronder lasersnijden, hydrovormen en additieve productie, behoudt de stempelproductie zijn dominante positie in de productie van grote hoeveelheden metalen componenten om dwingende en duurzame redenen. De economische voordelen van stempelen zijn op schaal fundamenteel gunstig: zodra de investering in gereedschap is afgeschreven, zijn de kosten per stuk van een gestempeld metalen onderdeel doorgaans een fractie van wat elk alternatief proces kan bereiken bij gelijkwaardige volumes. Perssnelheden van honderden slagen per minuut, gecombineerd met geautomatiseerde spoelaanvoer en stukbehandeling, maken productiesnelheden mogelijk die geen enkel ander precisiemetaalvormproces kan evenaren.
Naast de economische aspecten worden de mechanische eigenschappen van metalen stempelonderdelen verbeterd door het koudwerkende effect dat inherent is aan het stempelproces. Plastische vervorming tijdens het vormen verhoogt de hardheid en vloeigrens van het materiaal in de vervormde gebieden door verharding, waardoor afgewerkte onderdelen worden geproduceerd met betere mechanische prestaties dan het originele plaatmateriaal. Dit effect is vooral waardevol bij structurele auto-onderdelen waarbij de sterkte-gewichtsverhouding een primaire ontwerpfactor is. Voor fabrikanten in de apparaten- en automobielsector die op zoek zijn naar betrouwbare, kosteneffectieve en dimensioneel nauwkeurige componenten, blijft de productie van stempels de onbetwiste basis van de moderne toeleveringsketens van metalen componenten.
Vorig bericht
Onderdelengids voor het stempelen en tekenen van metaal
Volgende bericht
Wat zijn de belangrijkste verschillen tussen micro-stempelen en standaard elektronische onderdelen?
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
