-
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
Onderdelen voor het stempelen van benzinetanks
Onderdelen voor het stempelen van gastanks zijn...
-
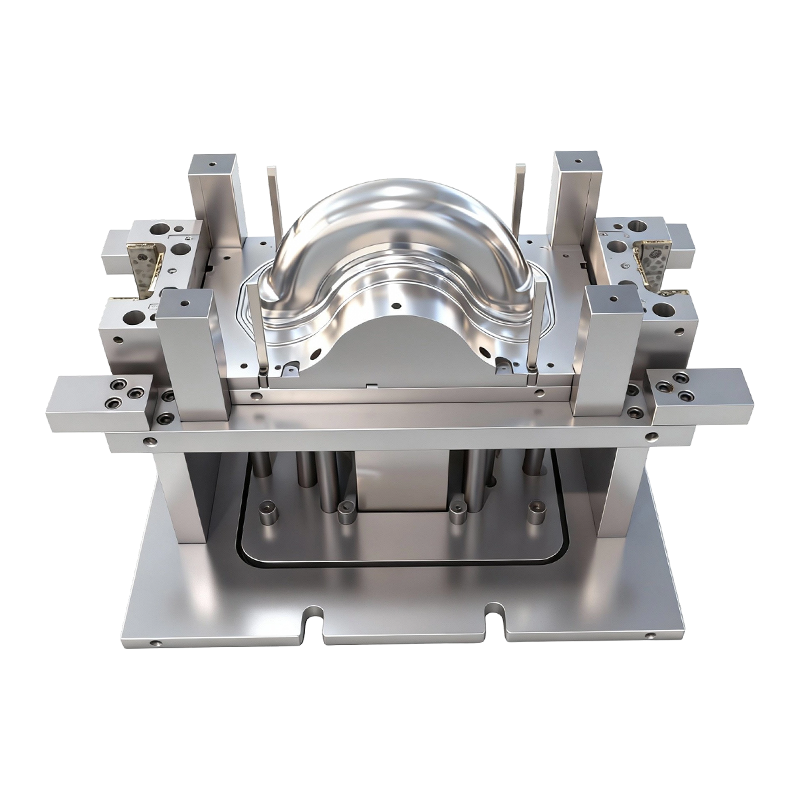
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
-
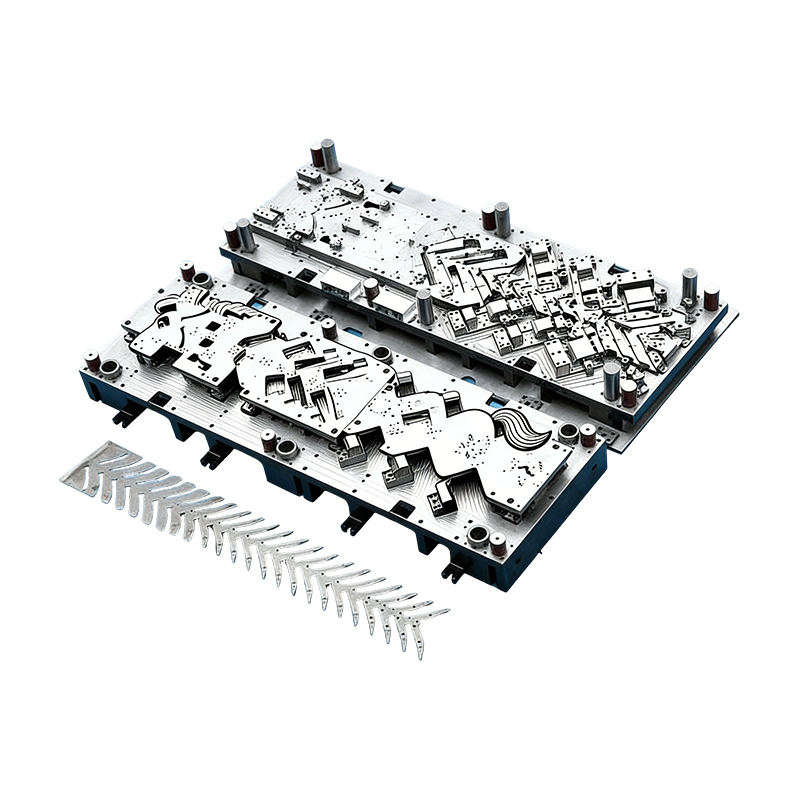
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
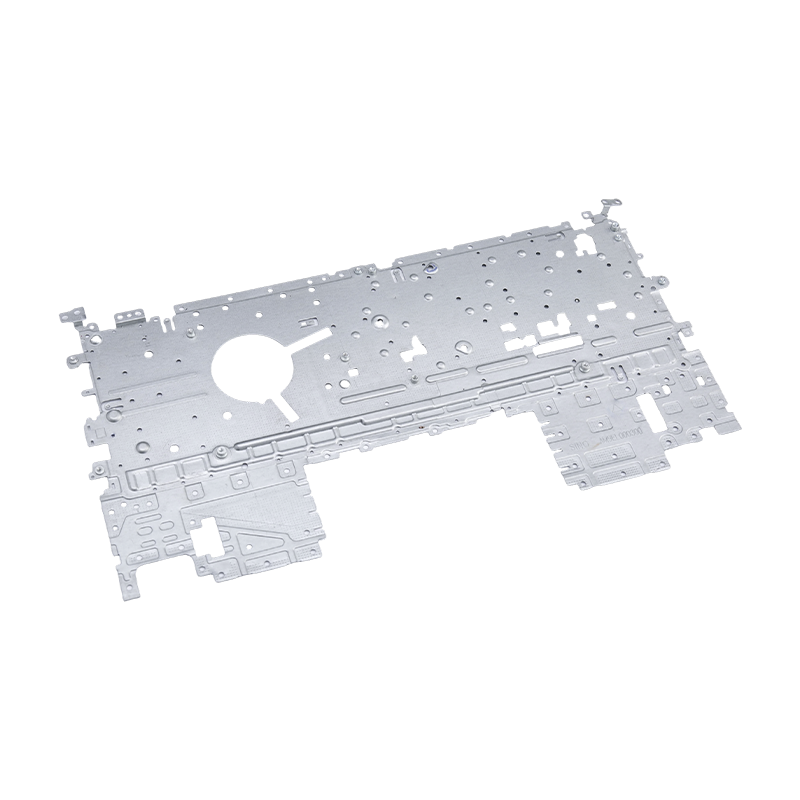
Kleine gestempelde onderdelen voor laptops en mobiele telefoons
Als essentiële interne componenten voor moderne...
Industrie nieuws
Onderdelengids voor het stempelen en tekenen van metaal
2026-03-23
Wat zijn metalen stempelonderdelen en hoe worden ze gemaakt?
Metalen stempeldelen zijn nauwkeurig gevormde metalen componenten die worden geproduceerd door gecontroleerde kracht uit te oefenen door een stempelpers om plaatmetaal in een gedefinieerde vorm te vervormen met behulp van geharde gereedschapsstalen matrijzen. Het proces omvat een reeks bewerkingen – stansen, doorboren, buigen, vormen, munten en reliëfdrukken – die afzonderlijk kunnen worden uitgevoerd in eentrapsmatrijzen of gecombineerd in progressieve of transfermatrijzen die meerdere bewerkingen in één enkele persslag voltooien. Het resultaat is een component met een consistente geometrie, nauwe maattoleranties en oppervlakteafwerkingskenmerken die volledig worden bepaald door het matrijsontwerp en niet door de vaardigheid van de operator, waardoor stempelen een van de meest herhaalbare en schaalbare metaalvormprocessen is die beschikbaar zijn voor fabrikanten.
De economie van metalen stempelonderdelen wordt bepaald door de afschrijving van de matrijzen over hoge productievolumes. Zodra de investering in gereedschap is gedaan, nemen de kosten per stuk van gestempelde componenten snel af met het volume, waardoor stempelen het dominante vormproces wordt voor elke toepassing waarbij duizenden of miljoenen identieke metalen componenten nodig zijn. Voor fabrikanten van huishoudelijke apparaten die jaarlijks miljoenen exemplaren produceren en voor auto-OEM's met honderdduizenden modellen, is het voordeel op het gebied van de kosten per onderdeel van stempelen ten opzichte van machinaal bewerken of gieten doorslaggevend. Consistente dikte en nauwe toleranties worden automatisch gehandhaafd door de matrijsgeometrie, waardoor de dimensionale variabiliteit wordt geëlimineerd die handmatige inspectie en sortering vereist bij minder nauwkeurige productiemethoden.
Producten voor metalen tekenonderdelen: procesprincipes en mogelijkheden
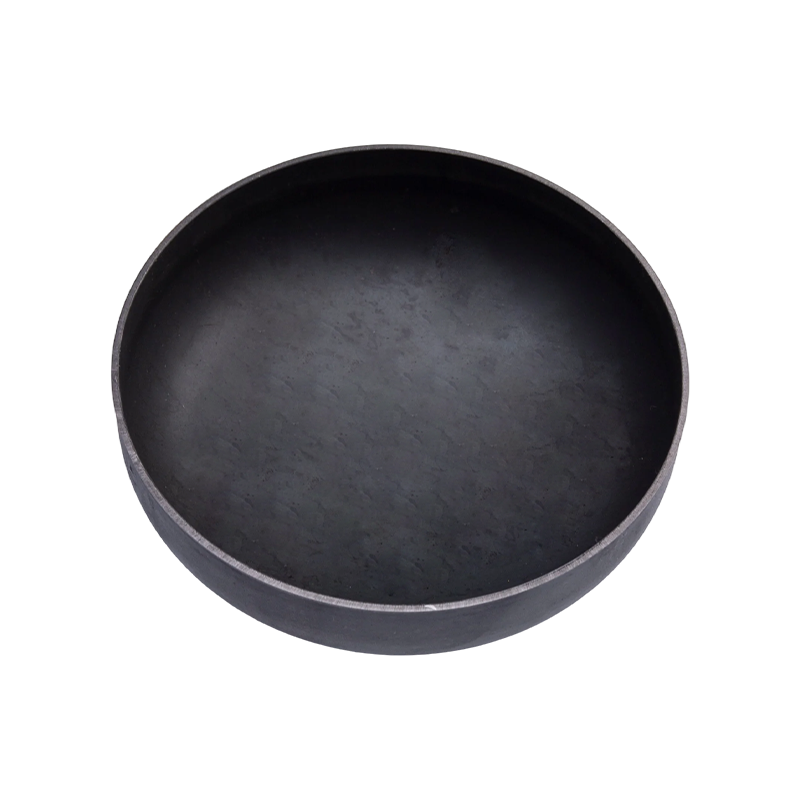
Producten voor metalen tekenonderdelen worden geproduceerd door middel van dieptrekken - een stempelsubproces waarbij een vlakke plaatmetaal radiaal in een vormmatrijs wordt getrokken door de mechanische werking van een pons, waardoor een hol, naadloos onderdeel ontstaat met een diepte die groter is dan de diameter. Dieptrekken is het proces achter cilindrische blikken, bekers, schalen, behuizingen en behuizingen in vrijwel elke productie-industrie. In tegenstelling tot buig- of stansbewerkingen waarbij materiaal wordt afgeschoven of gevouwen, vervormt dieptrekken het metaal plastisch door een gecontroleerde materiaalstroom van het flensgebied naar de matrijsholte te veroorzaken, waardoor vlakke platen in een driedimensionale vorm worden omgezet zonder materiaalverwijdering.
De kwaliteit van producten voor metalen tekenonderdelen hangt af van het nauwkeurige beheer van verschillende op elkaar inwerkende procesparameters: kracht van de planohouder, ponssnelheid, smering, ductiliteit van het materiaal en de trekverhouding - de relatie tussen de diameter van het plano en de diameter van de pons. Het overschrijden van de beperkende trekverhouding van het materiaal zonder tussentijds uitgloeien veroorzaakt kreuken, scheuren of een niet-uniforme wanddikte waardoor het onderdeel onbruikbaar wordt. Moderne dieptrekbewerkingen maken gebruik van eindige-elementensimulatie tijdens het matrijsontwerp om de materiaalstroom te voorspellen en procesparameters te optimaliseren voordat er gereedschap wordt gesneden, waardoor de ontwikkelingstijd en het afval dat gepaard gaat met empirische 'trial-and-error'-benaderingen aanzienlijk worden verminderd.
Belangrijkste verschillen tussen stempelen en dieptrekken
- Deelgeometrie — Metalen stempelonderdelen zijn doorgaans vlakke of ondiep gevormde componenten die in één enkele persslag worden geproduceerd, terwijl producten van metalen trekonderdelen holle, driedimensionale schalen zijn die worden geproduceerd door een progressieve materiaalstroom over een of meerdere trekfasen.
- Materiële spanningstoestand — Bij het stempelen wordt materiaal in de eerste plaats onderworpen aan trek-, druk- of buigspanningen in het vlak van de plaat. Dieptrekken creëert een complexe biaxiale spanningstoestand – trek in de wand, druk in de flens – waarvoor materialen nodig zijn met een hoge rek en lage rek-/treksterkteverhoudingen voor succesvol vormen.
- Complexiteit van gereedschappen Dieptrekmatrijzen vereisen een nauwkeurige controle van de speling tussen stempel en matrijs, houdersystemen voor plano's en vaak meerdere hertekenfasen voor diepe componenten, waardoor het gereedschap complexer en duurder wordt dan stempelmatrijzen met een gelijkwaardig volume voor vlakgevormde onderdelen.
- Vereisten voor oppervlakteafwerking — Metalen tekenonderdelen die worden gebruikt in zichtbare toepassingen — zoals apparaatbehuizingen of cosmetische verpakkingen — vereisen zorgvuldig smeerbeheer en matrijsoppervlakafwerking om gereedschapssporen, vreten en sinaasappelschiltextuur op het getrokken oppervlak te voorkomen.
Materiaalen die worden gebruikt bij het stempelen en tekenen van metaal
Materiaalkeuze voor metalen stempeldelen en producten voor metalen tekenonderdelen is een van de meest consequente beslissingen in het componentontwikkelingsproces. Het gekozen materiaal moet voldoen aan de eisen van de mechanische eigenschappen van de toepassing, de vervormbaarheidseisen van het stempel- of tekenproces, de eisen aan de oppervlakteafwerking van het voltooide onderdeel en de kostenbeperkingen van het fabricageprogramma. De volgende materialen zijn verantwoordelijk voor de grote meerderheid van de gestempelde en getrokken componenten in industriële sectoren.
| Material | Belangrijkste eigenschappen | Typische toepassingen |
| Koolstofarm staal (DC01–DC06) | Uitstekende vervormbaarheid, lage kosten, lasbaar | Toestelpanelen, beugels, carrosserieverstevigingen |
| Hoogsterktestaal (HSS/AHSS) | Hoge vloeigrens, crash-energieabsorptie | Structurele en veiligheidscomponenten voor de automobielsector |
| Gegalvaniseerd / elektrolytisch verzinkt staal | Corrosiebestendig, overschilderbaar | Wasmachinekuipen, koelkastframes |
| RVS (304, 430) | Corrosiebestendig, hygiënisch oppervlak | Binnenvoeringen van apparaten, voedselapparatuur |
| Aluminiumlegering (1xxx, 3xxx, 5xxx) | Lichtgewicht, corrosiebestendig | Carrosseriepanelen voor auto's, warmtewisselaars |
| Koper en messing | Elektrische geleidbaarheid, vervormbaarheid | Elektrische contacten, connectoren, terminals |
Metalen stempelonderdelen bij de productie van huishoudelijke apparaten
De productie van huishoudelijke apparaten is een van de grootste en meest veeleisende toepassingssectoren voor metalen stempelonderdelen. Elke grote apparaatcategorie – koelkasten, wasmachines, airconditioners, vaatwassers en kooktoestellen – bevat tientallen tot honderden gestempelde componenten die tegelijkertijd structurele, functionele en esthetische rollen vervullen. De dimensionale consistentie die het stempelen oplevert, is essentieel bij de assemblage van apparaten, waarbij componenten van meerdere leveranciers binnen nauwe assemblagetoleranties op hogesnelheidsproductielijnen in elkaar moeten passen.
Koelkasten
Deurkozijnen voor koelkasten behoren tot de meest dimensionaal kritische stansonderdelen bij de productie van apparaten. Het deurkozijn moet binnen nauwe toleranties vlak en recht blijven om consistent contact met de deurpakking over de gehele omtrek te garanderen – een vereiste die rechtstreeks verband houdt met de energie-efficiëntieklasse van de koelkast. Elke maatafwijking die pakkingsspleten veroorzaakt, resulteert in lekkage van koude lucht, een langere looptijd van de compressor en een energieverbruik boven de gecertificeerde classificatie. Het vermogen van Stamping om deze toleranties consistent aan te houden bij productie van grote volumes, maakt het de enige praktische productiemethode voor deze toepassing.
Wasmachines
De beugels van de binnenkuip van een wasmachine zijn stansonderdelen die aanzienlijke dynamische belastingen moeten kunnen weerstaan (de middelpuntvliedende krachten tijdens het centrifugeren kunnen honderden kilo's bereiken), terwijl de precieze positionele verhoudingen tussen de kuip, de trommellagers en de motor behouden blijven. De maatnauwkeurigheid van de beugel heeft rechtstreeks invloed op de trillingsbalans tijdens het draaien op hoge snelheid, wat op zijn beurt het geluidsniveau, de levensduur van de lagers en de structurele vermoeidheidslevensduur van de hele machine bepaalt. Gestempelde beugels geproduceerd met een consistente dikte en nauwe toleranties elimineren de montagevariatie die anders individuele balansaanpassingen op elke eenheid zou vereisen.
Airconditioners
Het chassis van de airconditioner maakt gebruik van stansonderdelen voor een stabiele dragende en nauwkeurige montage van de compressor, ventilatormotor, warmtewisselaar en elektrische componenten. Het chassis moet zijn dimensionale geometrie behouden ondanks de mechanische spanningen van transport, installatie en jarenlange trillingen van de compressor en ventilator. Een chassis van gestempeld staal met een consistente wanddikte biedt de stijfheid-gewichtsverhouding die nodig is voor deze toepassingen, zonder de kosten van machinaal bewerkte of gegoten alternatieven.
Automotive-toepassingen: veiligheid, precisie en prestaties
In de automobielsector zijn metalen stansonderdelen van cruciaal belang voor de veiligheid en prestaties op een manier die maatnauwkeurigheid en materiaalintegriteit niet-onderhandelbare vereisten maakt. De specificaties voor het stempelen van auto's behoren tot de strengste in elke productie-industrie, met maattoleranties op veiligheidskritische componenten gemeten in tienden van een millimeter en materiaaleigenschapsvereisten die worden geverifieerd door middel van statistische procescontrole in plaats van door middel van monsterinspectie.
Rem- en ophangingscomponenten
Remklauwcomponenten vertegenwoordigen enkele van de meest veeleisende toepassingen voor metalen stansonderdelen in de automobielsector. De remklauwbeugel en het bevestigingsmateriaal moeten een nauwkeurige geometrie behouden om een correcte uitlijning van de remblokken, een gelijkmatige verdeling van de klemkracht en consistente remprestaties over het volledige bereik van bedrijfstemperaturen en belastingen te garanderen. De hoge dimensionale nauwkeurigheid van stempelen – doorgaans ±0,1 mm of beter voor kritische kenmerken in productiegereedschappen – voldoet aan deze eisen bij de volumes en kosten die de automobielindustrie vereist. Elke afwijking van de gespecificeerde geometrie in remcomponenten vertaalt zich rechtstreeks in de variabiliteit van de remprestaties die van invloed is op de voertuigveiligheidscertificering.
Zitconstructies en carrosserieversterkingen
Stoelbeugels en carrosseriepaneelversterkingen zijn afhankelijk van de hoge maatnauwkeurigheid van het stempelen om te voldoen aan strenge autoveiligheidsnormen bij crashtests. Stoelbeugels moeten hun ladingspadintegriteit behouden onder de extreme krachten die worden gegenereerd bij frontale en zijdelingse botsingen, waardoor wordt gegarandeerd dat de bevestigingssystemen voor inzittenden functioneren zoals ontworpen. Verstevigingen van carrosseriepanelen – deurinbraakbalken, inzetstukken voor de B-stijlen en versterkingen van de vloertunnels – worden steeds vaker vervaardigd uit geavanceerde, zeer sterke stalen stempels die de botsingsenergie absorberen door middel van gecontroleerde vervorming, een gedrag dat in grote mate afhangt van de precieze consistentie van de materiaaldikte en de nauwkeurigheid van de geometrie. De veelzijdigheid van metalen stansonderdelen voor deze veiligheidskritische toepassingen maakt ze onmisbaar voor betrouwbare, kosteneffectieve productie in de automobielsector.
Kwaliteitscontrole en tolerantiebeheer bij de stempelproductie
Het handhaven van dimensionale consistentie bij de productie van stempels met grote volumes vereist een systematische aanpak van kwaliteitscontrole die begint bij het matrijsontwerp en doorloopt in elke productiefase. De maatnauwkeurigheid die metalen stansonderdelen waardevol maakt bij de assemblage – waardoor gaten in de assemblage worden verkleind, de productiekosten worden verlaagd en de duurzaamheid van het product wordt verbeterd – is geen automatisch resultaat van het stansproces. Het is het resultaat van een gedisciplineerde procescontrole die consistent wordt toegepast gedurende de volledige productierun.
- Eerste artikelinspectie (FAI) — Volledige dimensionale verificatie van de eerste productieonderdelen aan de hand van de technische tekening met behulp van coördinatenmeetmachines (CMM) bevestigt dat de matrijs onderdelen binnen de tolerantie produceert voordat de volumeproductie begint. FAI-gegevens vormen de basislijn waartegen de daaropvolgende productievariatie wordt gemeten.
- Statistische procescontrole (SPC) — Continue monitoring van kritische afmetingen tijdens de productie met behulp van controlediagrammen identificeert procesafwijking voordat er onderdelen worden geproduceerd die buiten de toleranties vallen, waardoor preventieve gereedschapsaanpassingen mogelijk zijn in plaats van reactieve schrootproductie.
- Onderhoudsschema's voor matrijzen — Progressieve matrijsslijtage — vooral op snijkanten, buigradii en trekrupsen — heeft rechtstreeks invloed op de afmetingen van de onderdelen. Gestructureerde matrijsonderhoudsintervallen op basis van het aantal onderdelen, met dimensionale verificatie bij elk interval, voorkomen dat tolerantieafwijkingen veroorzaakt door gereedschapsslijtage de geassembleerde producten bereiken.
- Materiaalinkomende inspectie — Variaties in de dikte van het plaatmetaal, afwijkingen in de rekgrens en de toestand van het oppervlak hebben allemaal invloed op de afmetingen van het stempelonderdeel en het terugveringsgedrag. Verificatie van inkomend materiaal aan de hand van gecertificeerde testrapporten van de fabriek en statistische bemonstering van fysieke eigenschappen voorkomen dat materiaalgeïnduceerde maatvariaties in het proces terechtkomen.
-

Vorig bericht
Gids voor het dieptrekken van metalen stempelmatrijzen voor auto-onderdelen
Volgende bericht
Metalen stempelonderdelen voor auto- en huishoudelijke apparaten: processen, materialen en kwaliteitsnormen
Onze Producten.

Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
