
-
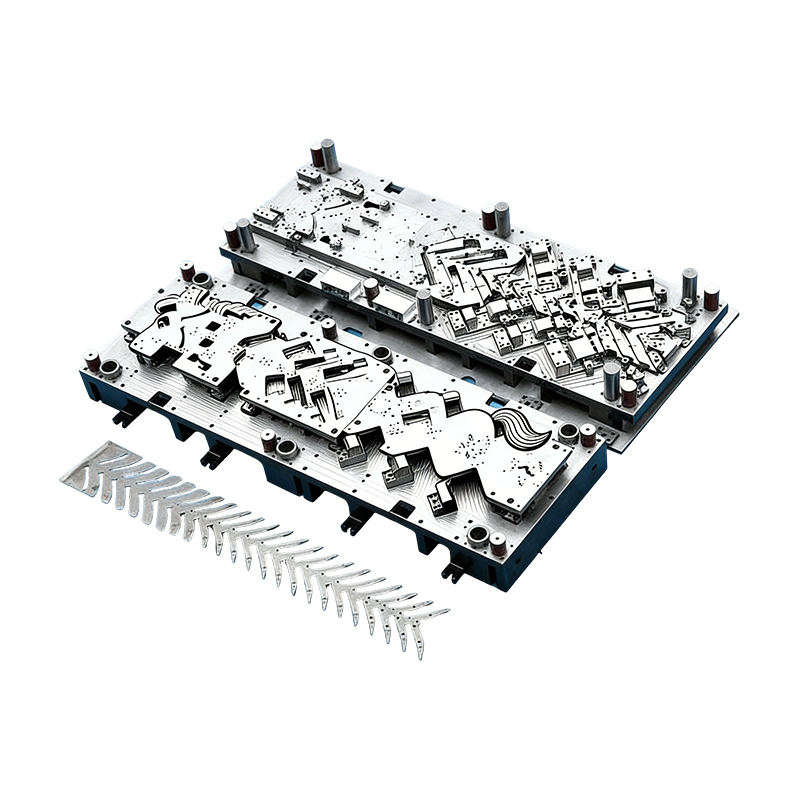
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
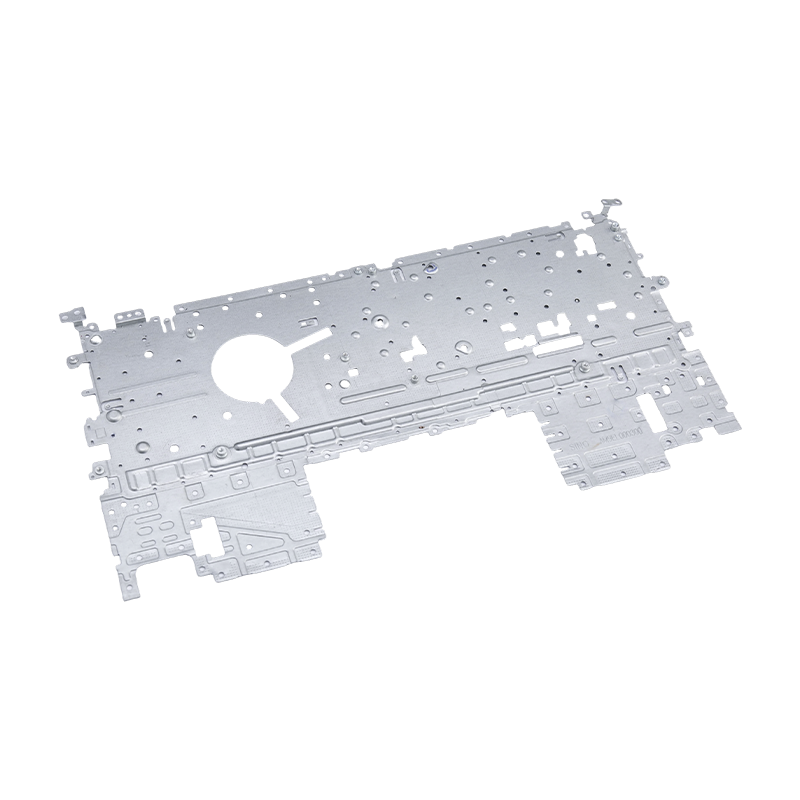
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
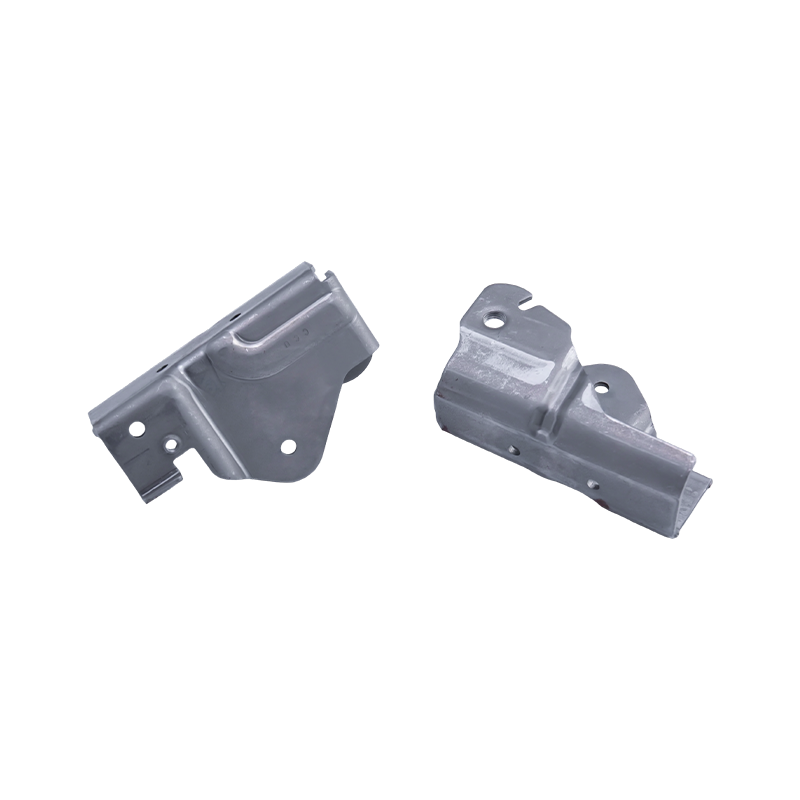
Stempelonderdelen voor autostoelen
Stempelonderdelen voor autostoelen zijn metalen...
-

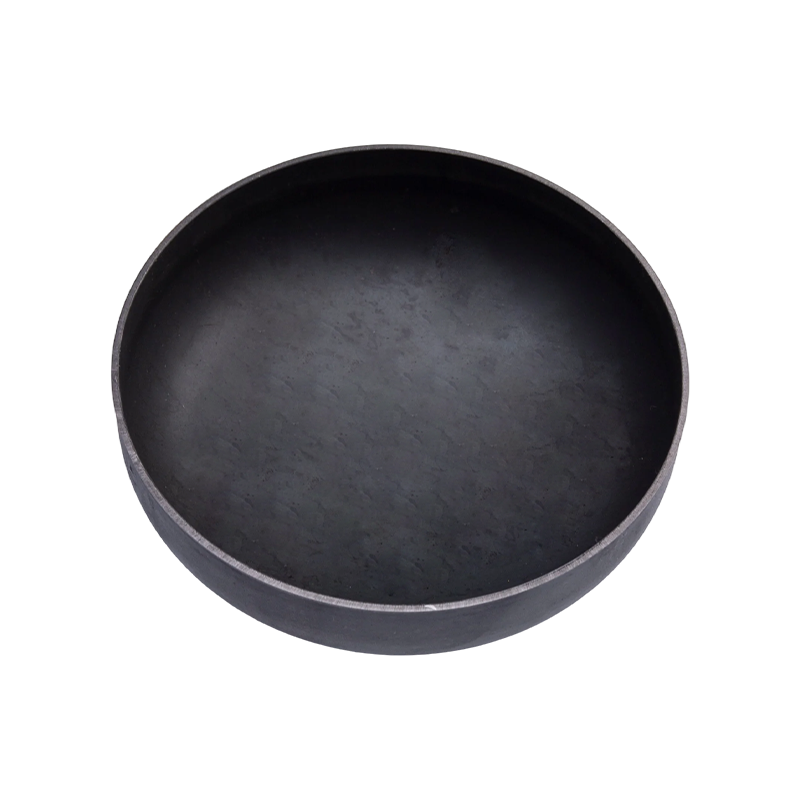
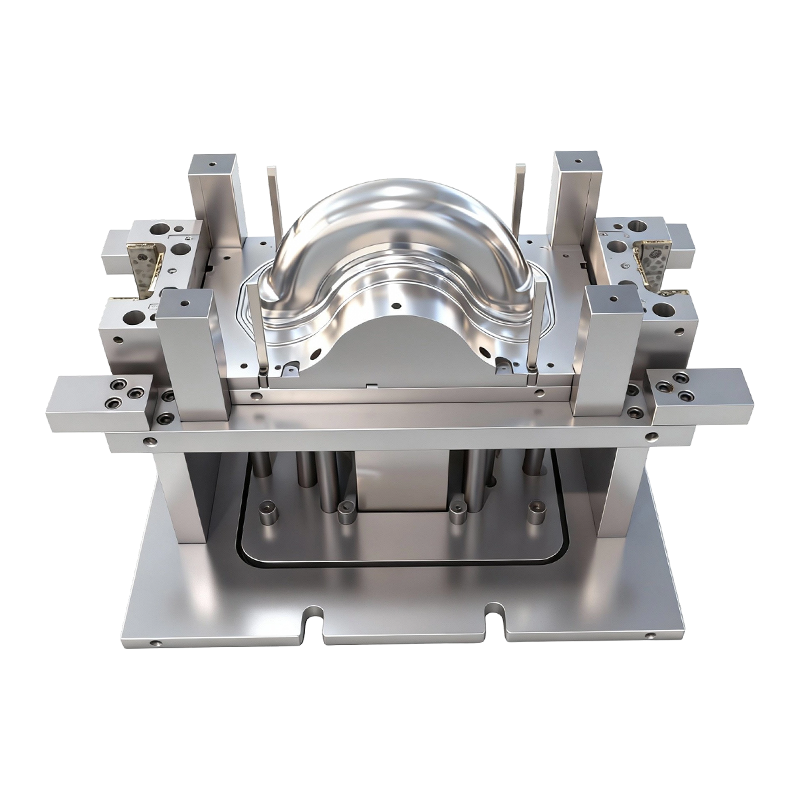
Stempelonderdelen voor motorbehuizingen voor auto's
Stempelonderdelen voor motorbehuizingen voor au...
-
Onderdelen voor het stempelen van benzinetanks
Onderdelen voor het stempelen van gastanks zijn...
-
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Gids voor het dieptrekken van metalen stempelmatrijzen voor auto-onderdelen
Gids voor het dieptrekken van metalen stempelmatrijzen voor auto-onderdelen
2026-03-30
De grondbeginselen van dieptrekken in metalen stempelmatrijzen
In de complexe wereld van de productie Metalen stempelmatrijzen dienen als de ruggengraat voor de massaproductie van precieze metalen componenten. Onder de verschillende soorten stempelbewerkingen onderscheidt dieptrekken zich als een cruciaal proces voor het transformeren van vlak plaatmetaal in driedimensionale holle vormen. In tegenstelling tot eenvoudig buigen of snijden, impliceert dieptrekken een verfijnd krachtenspel waarbij een pons een metalen plano in een matrijsholte duwt. Het primaire doel is om de materiaalstroom te beheersen, ervoor te zorgen dat de plaat uitrekt en in de gewenste geometrie vloeit zonder de structurele integriteit of dikte-uniformiteit in gevaar te brengen. Dit proces is essentieel voor het maken van onderdelen die een aanzienlijke diepte vereisen in verhouding tot hun diameter, een veel voorkomende vereiste in industrieën variërend van consumptiegoederen tot zware machines.
De werking van het dieptrekken is sterk afhankelijk van de plastische vervorming van het materiaal. Terwijl de stempel naar beneden gaat, wordt het metalen plano over de matrijsradius getrokken. Het gebied van de plano dat over de matrijsopening ligt, wordt de wand van de beker of het onderdeel, terwijl de buitenflens radiaal naar binnen wordt getrokken. Deze radiale tekening zorgt ervoor dat de flensdiameter krimpt, wat op natuurlijke wijze drukringspanningen veroorzaakt. Als deze spanningen niet correct worden beheerd, zal het materiaal knikken, wat leidt tot rimpels. Omgekeerd, als de trekspanning in de wand van de beker groter is dan de vloeigrens van het materiaal, zal het onderdeel scheuren of barsten. Daarom gaat het ontwerp van Metalen stempelmatrijzen voor dieptrekken niet alleen over vorm; het gaat over stressmanagement.
Materiaalstroom beheersen en defecten voorkomen
Om succesvol dieptrekken te bereiken, moeten ingenieurs parameters zoals de kracht van de planohouder en de speling van de matrijs nauwgezet controleren. De planohouder, of drukkussen, oefent een specifieke hoeveelheid kracht uit op de flens van de plano. Deze kracht is een delicaat evenwicht: hij moet hoog genoeg zijn om te voorkomen dat het materiaal kreukt als het naar binnen stroomt, maar laag genoeg om het materiaal vrij in de matrijsholte te laten glijden. Als de kracht te hoog is, kan het materiaal niet vloeien, wat leidt tot verdunning en uiteindelijk breuk bij de ponsradius. Als deze te laag is, veroorzaken de drukspanningen in de flens lelijke en structureel zwakke rimpels.
Matrijsspeling is een andere cruciale factor. Dit verwijst naar de opening tussen de stempel en de matrijswand. Bij standaard dieptrekken is de speling doorgaans iets groter dan de plaatdikte, zodat het materiaal kan vloeien zonder overmatig strijken. Bij processen die bekend staan als "verdunnen dieptrekken" of "strijken", wordt de speling echter opzettelijk kleiner ingesteld dan de oorspronkelijke materiaaldikte. Dit vermindert de wanddikte en vergroot de hoogte van het onderdeel, terwijl de oppervlakteafwerking en maatnauwkeurigheid worden verbeterd. Om deze stroming te vergemakkelijken en de wrijving, die warmte en slijtage genereert, te verminderen, is smering van cruciaal belang. Geavanceerde smeermiddelen en oppervlaktecoatings op de matrijs zelf helpen de levensduur van de matrijs te verlengen en een consistente kwaliteit van de onderdelen te garanderen.
Veelvoorkomende defecten en oplossingen
- Rimpelen: Veroorzaakt door overmatige drukspanning in de flens. Opgelost door de kracht van de blanco houder te vergroten of trekkralen te gebruiken om de doorstroming te beperken.
- Breuk/scheuren: Treedt op wanneer de trekspanning de materiaallimieten overschrijdt. Opgelost door de matrijsspeling te vergroten, de smering te verbeteren of het materiaal uit te gloeien om de taaiheid te herstellen.
- Oorbel: Ongelijke hoogte aan de bovenkant van het getrokken onderdeel als gevolg van anisotropie in de metaalkorrelstructuur. Gecontroleerd door het optimaliseren van de blanco-oriëntatie of trimbewerkingen.
Integratie met Progressive Molds voor auto-onderdelen
Terwijl dieptrekken in één fase gebruikelijk is voor grote, eenvoudige onderdelen, vereist de auto-industrie vaak grootschalige productie van complexe componenten. Dit is waar Progressive-matrijzen voor auto-onderdelen onmisbaar worden. Bij een progressieve matrijsopstelling wordt een strook metaal door meerdere stations binnen één enkele matrijs gevoerd. Elk station voert een andere bewerking uit (doorboren, buigen en tekenen) totdat er bij het eindstation een voltooid onderdeel wordt geproduceerd. Het integreren van dieptrekken in een progressieve matrijs is technisch uitdagend omdat het materiaal tussen stations moet worden gedragen zonder de getekende vorm te vervormen.
Autofabrikanten gebruiken deze vooruitstrevende mallen om alles te creëren, van kleine connectorbeugels tot grotere structurele elementen. Zo omvat de productie van brandstofsysteemcomponenten of uitlaatonderdelen vaak een reeks tekenstappen binnen een progressieve lijn. Het voordeel ligt in snelheid en consistentie. Door de overdracht van het onderdeel van de ene tekenfase naar de volgende te automatiseren, kunnen fabrikanten duizenden onderdelen per uur produceren met minimale menselijke tussenkomst. Het ontwerp van Progressive-matrijzen voor auto-onderdelen vereist echter een zorgvuldige afweging van de ‘draagstrip’, die het onderdeel vasthoudt terwijl het door de matrijs beweegt. De drager moet sterk genoeg zijn om de trekkrachten te kunnen weerstaan, maar gemakkelijk van het uiteindelijke onderdeel te scheiden zijn.
Geavanceerde structurele ontwerpen voor complexe geometrieën
Naarmate auto-ontwerpen aerodynamischer worden en de veiligheidsvoorschriften strenger worden, neemt de geometrische complexiteit van gestempelde onderdelen toe. Standaard dieptrekmatrijzen kunnen vaak niet in één keer de gewenste diepte of vorm bereiken. Daarom zijn er gespecialiseerde structurele ontwerpen ontwikkeld om aan deze technische vereisten te voldoen. Deze ontwerpen maken vorming in meerdere fasen mogelijk binnen één enkele persslag of over meerdere bewerkingen, waardoor zelfs de meest ingewikkelde holle onderdelen efficiënt kunnen worden vervaardigd.
| Sterftype | Functie | Toepassing |
| Omgekeerde initiële dieptekening | De stempel beweegt naar boven of de matrijs beweegt naar beneden om het onderdeel aanvankelijk van binnen naar buiten te vormen. | Gebruikt voor onderdelen die een hoge stabiliteit vereisen in de eerste fase van het vormen. |
| Lege houderloze omgekeerde tekening | Tekent het onderdeel opnieuw in de tegenovergestelde richting zonder een traditionele planohouder, vertrouwend op de matrijsgeometrie. | Ideaal voor het verkleinen van de diameter en het vergroten van de hoogte in volgende fasen. |
| Dubbele matrijsverdunningstekening | Maakt gebruik van twee concentrische matrijzen om de wanddikte aanzienlijk te verdunnen en tegelijkertijd het onderdeel te verlengen. | Productie van hogedrukcilinders of nauwkeurige autobehuizingen. |
Omgekeerde tekentechnieken
Achterwaarts trekken is een krachtige techniek die wordt gebruikt wanneer een onderdeel dieper moet worden getrokken dan het materiaal toelaat bij een enkele voorwaartse trek. Hierbij wordt de gedeeltelijk getrokken beker in het volgende station binnenstebuiten gekeerd of in de tegenovergestelde richting getrokken. Dit werk verhardt het materiaal op een andere manier en maakt grotere verhoudingen tussen diepte en diameter mogelijk. Blanco houderloze omgekeerde dieptrekmatrijzen zijn hier bijzonder nuttig, omdat ze de gereedschapsstructuur vereenvoudigen en tegelijkertijd de controle over de materiaalstroom tijdens het omkeerproces behouden.
Verbetering van de levensduur van de matrijzen en de oppervlaktekwaliteit
De levensduur van Metalen stempelmatrijzen hangt rechtstreeks samen met de oppervlaktekwaliteit van de geproduceerde onderdelen en de kosteneffectiviteit van de productielijn. Dieptrekken brengt aanzienlijke wrijving en druk met zich mee, wat kan leiden tot vreten (materiaal dat aan de matrijs blijft plakken) en slijtage. Om dit tegen te gaan, wordt bij de moderne matrijzenproductie gebruik gemaakt van geavanceerde polijst- en coatingtechnieken. Het polijsten van de matrijsradii tot een spiegelafwerking vermindert de wrijving, waardoor het metaal soepel kan vloeien. Bovendien worden coatings zoals titaniumnitride (TiN) of Diamond-Like Carbon (DLC) aangebracht op de werkoppervlakken van de matrijs.
Deze coatings zorgen voor een hard oppervlak met lage wrijving dat bestand is tegen slijtage en corrosie. In de context van Progressive-matrijzen voor auto-onderdelen, waar uptime van cruciaal belang is, verminderen gecoate matrijzen de frequentie van onderhoudsstops en het aantal afgekeurde onderdelen. Bovendien is de selectie van matrijsmaterialen cruciaal. Gereedschapsstaalsoorten met een hoog koolstofgehalte en een hoog chroomgehalte worden vaak gebruikt vanwege hun slijtvastheid, terwijl wisselplaten van wolfraamcarbide kunnen worden gebruikt in toepassingen met grote volumes waar extreme duurzaamheid vereist is. Door een robuust constructief ontwerp te combineren met oppervlaktetechniek kunnen fabrikanten ervoor zorgen dat dieptrekmatrijzen betrouwbaar presteren gedurende miljoenen cycli.
Toepassingen in de moderne autoproductie
De toepassing van dieptrektechnologie is alomtegenwoordig in de automobielsector. Een van de meest klassieke voorbeelden is de productie van brandstoftanks voor auto's. Deze componenten vereisen complexe, holle vormen die bestand zijn tegen interne druk en externe impact. Door dieptrekken kunnen deze naadloze containers uit plaatstaal worden gemaakt, waardoor een lekvrije integriteit wordt gegarandeerd. Op dezelfde manier delen geëmailleerde wastafels en gootstenen, terwijl consumptiegoederen, dezelfde productieprincipes, wat de veelzijdigheid van het proces aantoont.
In het tijdperk van elektrische voertuigen (EV’s) is de vraag naar diepgetrokken onderdelen enorm gestegen. Batterijbehuizingen, motorbehuizingen en structurele crashboxen maken vaak gebruik van dieptrekprocessen om lichtgewicht maar toch sterke behuizingen te verkrijgen. De mogelijkheid om het materiaal tijdens het trekproces te verdunnen (verdunnen van dieptrekken) helpt het totale gewicht van het voertuig te verminderen, wat van cruciaal belang is voor het vergroten van de actieradius van de accu. Naarmate de industrie evolueert naar lichtere materialen zoals aluminium en hoogwaardig staal, wordt de rol van gespecialiseerde Metal Stamping Dies nog prominenter. Ingenieurs moeten de matrijsontwerpen aanpassen om tegemoet te komen aan de verschillende terugveerkarakteristieken en vervormbaarheidslimieten van deze geavanceerde legeringen, om ervoor te zorgen dat de volgende generatie voertuigen zowel veilig als efficiënt is.
Vorig bericht
Precisie-stempelmatrijzen voor elektronica en huishoudelijke apparaten: uiterst efficiënte productieoplossingen in 2026
Volgende bericht
Onderdelengids voor het stempelen en tekenen van metaal
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
