-
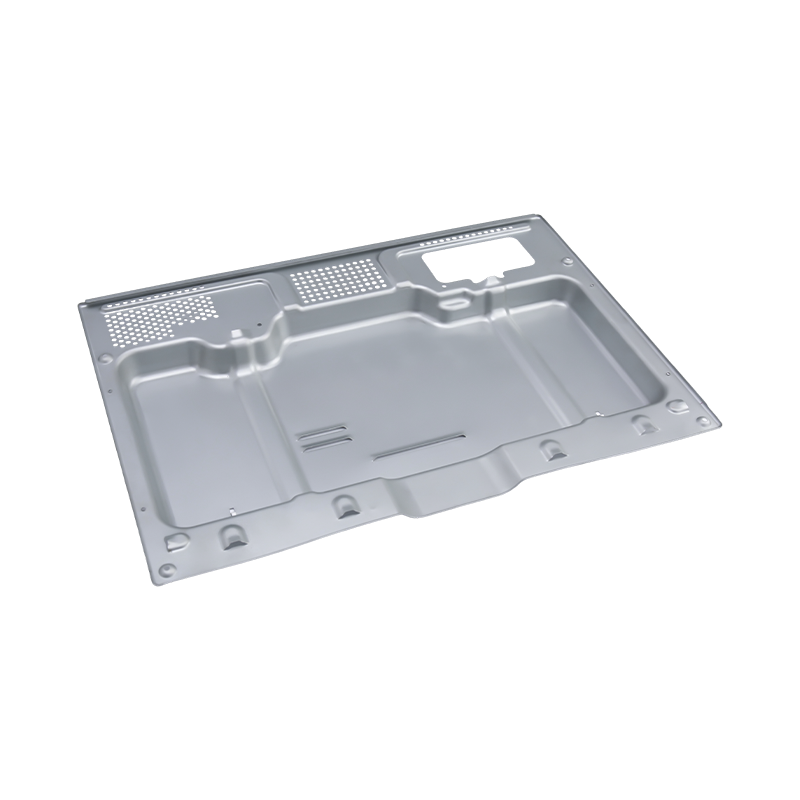
Hoogwaardige ovenstempelonderdelen
Onze hoogwaardige ovenstempelonderdelen zijn me...
-
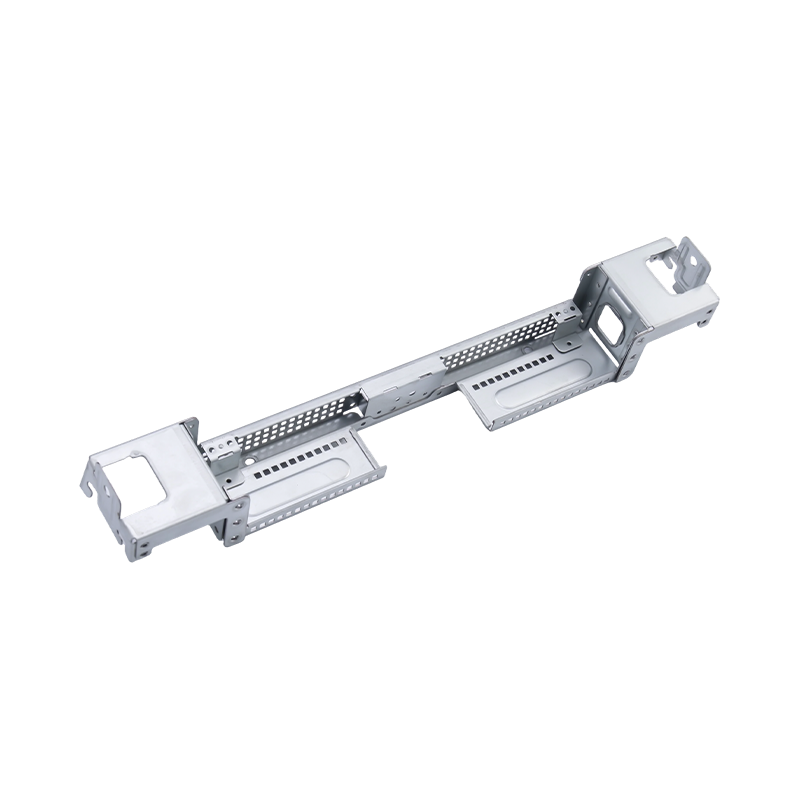
Hoogwaardige grote computerstempelonderdelen
Onze hoogwaardige grote computerstempelonderdel...
-
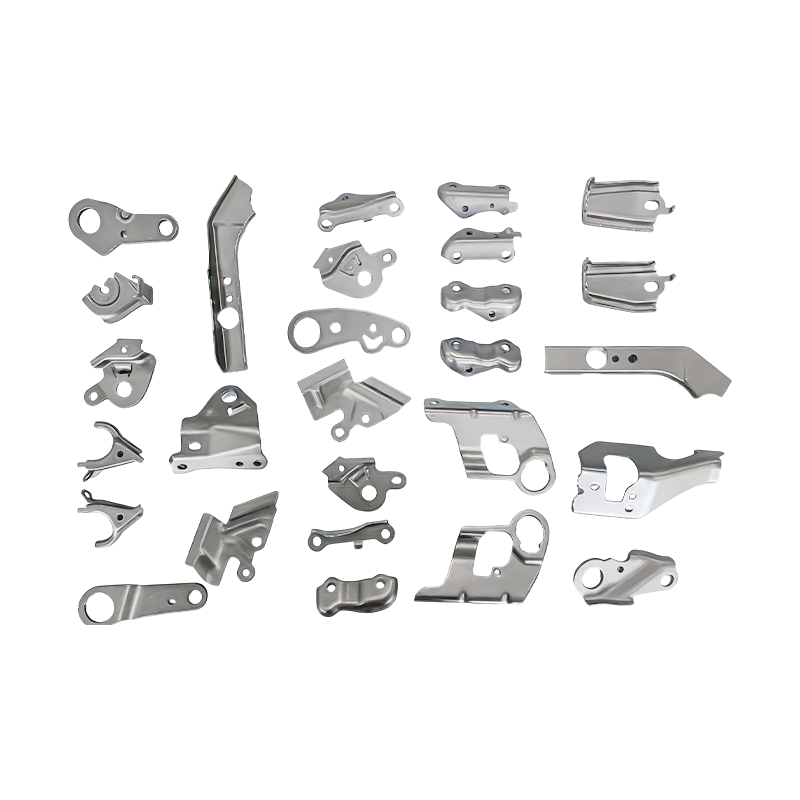
Kleine auto-onderdelen, progressieve stempelonderdelen
Onze progressieve stempelonderdelen voor kleine...
-
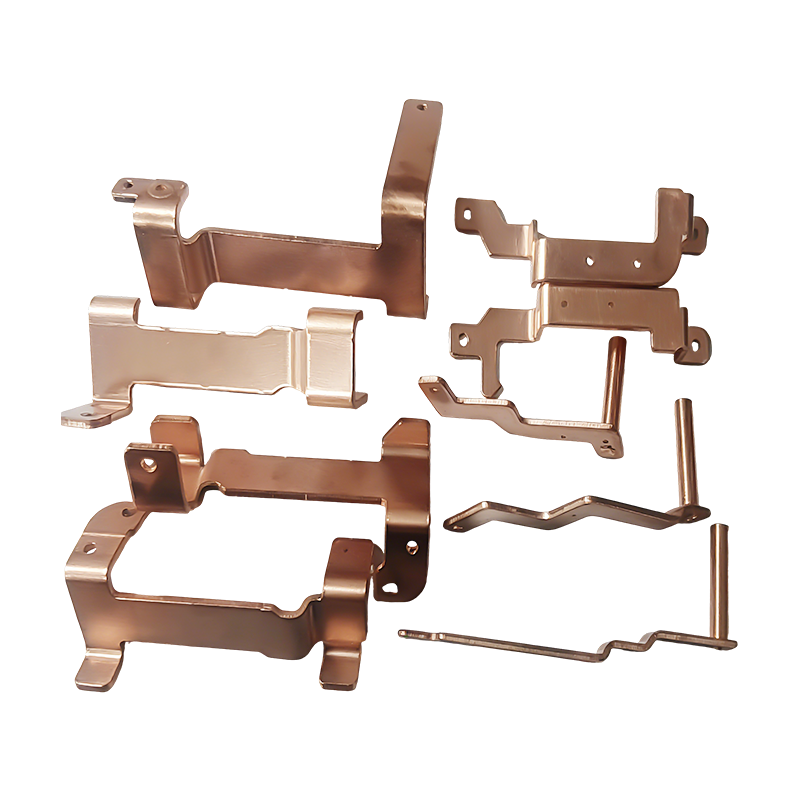
Nieuwe koperen busbar-stempelonderdelen voor energievoertuigen
Koperen busbar-stempelonderdelen voor nieuwe en...
-
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
-
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
Industrie nieuws
Metalen stempelonderdelen: soorten en toepassingen
2026-04-27
Wat metalen stempelonderdelen zijn en waarom precisie belangrijk is
Metalen stempeldelen zijn componenten die worden vervaardigd door gecontroleerde kracht via matrijzen en ponsen uit te oefenen op vlakke metalen platen, waarbij grondstoffen worden omgezet in nauwkeurig gevormde structurele en functionele elementen door middel van bewerkingen zoals stansen, doorboren, buigen, trekken en munten. In tegenstelling tot machinale bewerking, waarbij materiaal wordt verwijderd om geometrie te verkrijgen, verplaatst en vormt het stempelen metaal, waardoor vrijwel geen materiaalverspilling ontstaat in de snijfase en cyclustijden mogelijk worden gemeten in fracties van een seconde per onderdeel. De combinatie van snelheid, herhaalbaarheid en dimensionale consistentie maakt metaalstansen het dominante productieproces waar grote volumes plaatwerkcomponenten nodig zijn.
Precisie is het bepalende kenmerk dat industrieel stempelen onderscheidt van standaard plaatwerk. In toepassingen zoals consumentenelektronica, auto-assemblages en huishoudelijke apparaten moeten gestempelde componenten voldoen aan toleranties van slechts ±0,05 mm op kritische afmetingen, waarbij vlakheidsafwijkingen beperkt blijven tot minder dan 0,1 mm over het oppervlak van het onderdeel. Om deze specificaties consistent te bereiken over productieruns van honderdduizenden stuks, is vooruitstrevend matrijsgereedschap nodig dat is ontworpen met een nauwkeurigheid op micronniveau, servoaangedreven perssystemen met real-time tonnagemonitoring en in-line vision-inspectie die de braamhoogte, afwijking van de gatpositie en oppervlaktedefecten bij productiesnelheid kan detecteren.
De materialen die bij het metaalstansen worden verwerkt, bestrijken een breed spectrum. Koudgewalst staal (SPCC, DC01), elektrolytisch verzinkte plaat, thermisch verzinkt staal, roestvrij staalsoorten 304 en 430, aluminiumlegeringen 1050 en 5052, koperlegeringen en berylliumkoper worden allemaal routinematig gestempeld, afhankelijk van de mechanische, corrosieweerstand en geleidbaarheidsvereisten van de doeltoepassing. De materiaalkeuze heeft rechtstreeks invloed op de slijtagesnelheid van de matrijzen, het terugveringsgedrag, de kwaliteit van de oppervlakteafwerking en de stroomafwaartse afwerkingsprocessen (plateren, anodiseren, poedercoaten) die nodig zijn voor het uiteindelijke stempelen.
Elektronische stempelonderdelen: precisie in het hart van moderne apparaten
Elektronische stempelonderdelen vertegenwoordigen een van de technisch meest veeleisende segmenten van de metaalstempelindustrie. De componenten die worden geproduceerd voor printplaatassemblages, connectoren, terminals, EMI-afschermingskappen, batterijcontacten, schakelaarbehuizingen en sensorbeugels moeten een maatnauwkeurigheid van submillimeter combineren met specifieke elektrische, thermische en mechanische prestatie-eigenschappen – allemaal binnen de strenge kostenbeperkingen van concurrerende markten voor consumentenelektronica.
Connectorterminals en contactveren behoren tot de meest uitdagende elektronische stempelonderdelen om te vervaardigen. Geproduceerd uit fosforbrons, berylliumkoper of messing stripmateriaal in diktes van 0,1 mm tot 0,5 mm, vereisen deze onderdelen meertraps progressieve matrijzen die tegelijkertijd het profiel blanco maken, de veergeometrie vormen en het contactoppervlak in één enkele persslag vormen. De contactkracht, de duurzaamheid van de insteek-/uittrekcyclus en de contactweerstand – doorgaans vereist onder de 10 mΩ na 1.000 inbrengcycli – worden gevalideerd via toepassingsspecifieke testprotocollen in plaats van via generieke materiaalcertificaten.
EMI-afschermingsblikken en RF-behuizingen
EMI-afschermblikken zijn dunwandige elektronische stempelonderdelen gevormd uit nikkelzilver, koudgewalst staal of roestvrijstalen platen met een dikte van 0,15–0,3 mm. Hun functie is het beperken van radiofrequentie-emissies van snelle processormodules, draadloze communicatie-IC's en stroombeheercircuits op dichtbevolkte PCB's. De maatnauwkeurigheid van de omtrek en hoogte van het blikje is van cruciaal belang: openingen van meer dan 0,1 mm bij de zittingflens creëren openingen die de effectiviteit van de afscherming met 10-20 dB in gevaar brengen bij frequenties boven 1 GHz, waardoor de radioprestaties van het apparaat direct worden verslechterd en mogelijk kan worden veroorzaakt dat de wettelijke certificering mislukt.
Batterijcontacten en veerklemmen
Batterijcontactveren in draagbare apparaten moeten een consistente contactkracht leveren gedurende de volledige levensduur van de batterij – doorgaans 500–1000 cycli voor consumentenapparaten. Onderdelen voor elektronisch stempelen in deze categorie zijn gemaakt van roestvrij staal of fosforbrons, waarbij de contacttip is voorzien van een goud- of nikkellaag. De veergeometrie – vrijdragend, opgerold of gevouwen – wordt geoptimaliseerd door middel van eindige-elementensimulatie tijdens het gereedschapsontwerp om ervoor te zorgen dat de contactkracht binnen het gespecificeerde venster blijft (doorgaans 1–3 N) over de volledige dimensionale tolerantiestapel van batterijcel en behuizing.
Onderdelen voor het stempelen van laptops: structurele precisie in dunne profielassemblages
Onderdelen voor het stempelen van laptops opereren onder een unieke reeks beperkingen die hen onderscheiden van algemene elektronische stempelonderdelen. De meedogenloze drang naar dunnere, lichtere notebookontwerpen – met chassisdiktes die nu regelmatig onder de 14 mm liggen en het totale systeemgewicht onder de 1 kg – vereist gestempelde componenten die maximale structurele stijfheid leveren bij een minimale materiaaldikte, terwijl ze passen binnen montage-omhulsels gemeten in tienden van een millimeter.
De scharnierbeugel is een van de mechanisch meest veeleisende onderdelen voor het stempelen van laptops in elk notebookontwerp. De scharnierbeugels zijn gemaakt van zeer sterk roestvrij staal of koudgewalst staal met een treksterkte van meer dan 600 MPa en moeten bestand zijn tegen de cyclische vermoeiingsbelasting bij het openen en sluiten van het deksel – doorgaans geschikt voor 20.000 tot 30.000 cycli bij commerciële laptops – zonder permanente vervorming of scheuren in het oppervlak. Progressief stempelen gevolgd door munten op de scharnierboringlocaties zorgt ervoor dat de boringdiameter en positioneringsnauwkeurigheid voldoen aan de strenge perspassingsvereisten van de scharnierscharnierpenconstructie.
Interne chassisverstevigingsbeugels, afstandhouders voor moederbordmontage, bevestigingsclips voor thermische modules en ondersteuningsframes voor de achterplaat van het toetsenbord zijn aanvullende categorieën van laptop-stempelonderdelen waarbij dimensioneel stapelbeheer van cruciaal belang is. Met assemblagetoleranties op systeemniveau gemeten in fracties van een millimeter, moet elke stempel consistent zijn individuele tolerantievenster raken – doorgaans ±0,1 mm op gatposities en ±0,05 mm op kritische passingen – om robotmontage mogelijk te maken zonder handmatige aanpassing. Oppervlaktebehandelingen, waaronder stroomloos vernikkelen, zwarte oxide en chemische conversiecoating, worden op deze onderdelen toegepast om te voldoen aan de vereisten voor corrosieweerstand en aardgeleiding.
Stempelonderdelen voor huishoudelijke apparaten: duurzaamheid ontworpen voor tientallen jaren gebruik
Stempelonderdelen voor huishoudelijke apparaten dienen als het structurele en functionele skelet van koelkasten, wasmachines, airconditioners en magnetrons. In tegenstelling tot consumentenelektronica – waar een productlevensduur van drie tot vijf jaar gebruikelijk is – zijn grote huishoudelijke apparaten ontworpen voor tien tot vijftien jaar continu gebruik in huishoudelijke omgevingen met vochtigheid, temperatuurwisselingen, trillingen en chemische blootstelling door schoonmaakmiddelen. De gestempelde metalen componenten in deze producten moeten aan deze duurzaamheidsverwachting voldoen.
De materiaalkeuze voor stempelonderdelen voor huishoudelijke apparaten weerspiegelt deze eis met een lange levensduur. Gegalvaniseerde staalplaat (thermisch of elektrolytisch verzinkt) biedt corrosiebescherming in interieurpanelen en chassiscomponenten die worden blootgesteld aan condensatie en reinigingsmiddelen. Roestvrij staal 430 is gespecificeerd voor zichtbare buitenoppervlakken en binnentrommelcomponenten in wasmachines waar cosmetisch uiterlijk en vlekbestendigheid belangrijke vereisten zijn. Plaat van aluminiumlegering – doorgaans 3003 of 5052 – wordt gebruikt in warmtewisselaarvinnen en decoratieve frontpanelen waarbij gewichtsvermindering en anodisatiecompatibiliteit prioriteiten zijn.
Structurele rollen: beugels, chassis en verbindingsstukken
Binnen de apparaatassemblage vervullen de stempelonderdelen van huishoudelijke apparaten drie primaire structurele functies. Motormontagebeugels bevestigen interne motoren (compressoren in koelkasten, aandrijfmotoren in wasmachines, ventilatormotoren in binnenunits van airconditioners) aan het frame van het apparaat met voldoende stijfheid om trillingen te isoleren en vermoeidheidsbreuken op bevestigingslocaties gedurende de levensduur van het product te voorkomen. Chassisstempels vormen het dragende skelet dat de behuizing van het apparaat ondersteunt, het gewicht van de interne componenten draagt en het maatgegeven vormt van waaruit naar alle montagewerkzaamheden wordt verwezen. Verbindingsstukken verbinden de belangrijkste subconstructies en brengen mechanische belastingen over tussen het structurele frame, de deurscharnieren, de montageconstructies van het bedieningspaneel en de leidingbeugels voor leidingen of kabelbomen.
Kwaliteitscontrolevereisten voor stempels van apparaatkwaliteit
Tijdens de productie van stempelonderdelen voor huishoudelijke apparaten worden strenge kwaliteitscontroles uitgevoerd om te voldoen aan de lange levensduur van huishoudelijke apparaten. De volgende inspectieparameters worden routinematig geverifieerd bij inkomende inspectie, controlepunten tijdens het proces en definitieve acceptatie:
- Vlakheid en vormnauwkeurigheid: Chassispanelen en beugelmontageoppervlakken worden gecontroleerd op oppervlakteplaten of CMM-bevestigingen om de vlakheid binnen de specificaties te bevestigen (meestal 0,3–0,8 mm over de volledige paneellengte) om een goede montage te garanderen en spanningsconcentratie op bevestigingspunten te voorkomen.
- Corrosiebestendigheid: Zoutsproeitests volgens ISO 9227 – 72 tot 240 uur, afhankelijk van de toepassing – verifiëren dat het coatingsysteem (verzinken, galvaniseren of poedercoaten) voldoende bescherming biedt voor de beoogde gebruiksomgeving.
- Dimensionale verificatie van kritische kenmerken: Gatdiameters, afstanden van rand tot gat en gebogen flenshoeken op assemblage-interfaces worden gemeten door een optische comparator of coördinatenmeetmachine met gedefinieerde bemonsteringsfrequenties om te bevestigen dat onderdelen gedurende de hele productie binnen het tolerantievenster blijven.
- Hoogteregeling braam: Blootliggende randen en geperforeerde gaten worden gecontroleerd op braamhoogte (normaal gesproken minder dan 0,1 mm vereist) om schade aan de bedradingsisolatie, letsel voor de operator tijdens de montage en spanningsconcentratie te voorkomen die tijdens de werking van het apparaat vermoeiingsscheuren zou kunnen veroorzaken.
Toepassingsvereisten vergelijken tussen stempelsegmenten
De drie primaire segmenten – algemene metalen stempelonderdelen, elektronische stempelonderdelen, laptop-stansonderdelen en stempelonderdelen voor huishoudelijke apparaten – delen hetzelfde kernproductieproces, maar lopen aanzienlijk uiteen wat betreft materiaalkwaliteit, maattolerantie, oppervlakteafwerking en vereisten voor de serviceomgeving. De onderstaande tabel vat de belangrijkste verschillen samen ter ondersteuning van specificatie- en inkoopbeslissingen:
| Kenmerk | Elektronische stempelonderdelen | Onderdelen voor het stempelen van laptops | Stempelonderdelen voor huishoudapparatuur |
|---|---|---|---|
| Typische materiaaldikte | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Belangrijkste materialen | Fosforbrons, berylliumkoper, nikkelzilver | Hoogwaardig roestvrij staal, koudgewalst staal | Gegalvaniseerd staal, roestvrij staal 430, aluminiumlegering |
| Dimensionale tolerantie | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primaire prestatiefocus | Geleidbaarheid, contactkracht, EMI-demping | Levensduur van vermoeidheid, stijfheid, gewichtsminimalisatie | Corrosiebestendigheid, structureel draagvermogen |
| Oppervlaktebehandeling | Vergulden, vernikkelen, vertinnen | Chemisch nikkel, zwart oxide, chemische conversie | Thermisch verzinken, poedercoaten, anodiseren |
| Ontwerp levensduur | 3 – 5 jaar (consumentencyclus) | 3 – 7 jaar | 10 – 15 jaar |

Inkoop van metalen stempelonderdelen: wat te evalueren bij een leverancier
Het selecteren van een capabele leverancier van stempels vereist een parallelle evaluatie van de technische infrastructuur, kwaliteitsmanagementsystemen en productiecapaciteit. De laagste prijsopgave van een leverancier zonder gevalideerde gereedschapsmogelijkheden, procesinspectieapparatuur en oppervlaktebehandelingscontrole zal consequent hogere totale kosten opleveren door nabewerking, lijnonderbrekingen en veldretouren. De volgende criteria bieden een gestructureerd evaluatiekader:
- Gereedschapsontwerp en onderhoudsmogelijkheden: Een intern vooruitstrevend matrijsontwerp, CNC-gereedschapskamerapparatuur en gedocumenteerde matrijsonderhoudsschema's zijn indicatoren voor een leverancier die de kwaliteit van de onderdelen kan controleren via het gereedschap in plaats van te vertrouwen op sortering.
- Bereik perscapaciteit: Een leveranciersvloot van bankdrukken van 25 ton tot 400 ton gap-frame of straight-side persen geeft aan dat we zowel delicate elektronische stempelonderdelen als zware stempelonderdelen voor huishoudelijke apparaten binnen één enkele bron kunnen verwerken.
- Metrologie en inspectie-infrastructuur: CMM-mogelijkheden, optische comparatoren, oppervlakteruwheidstesters en zoutsproeitestkamers op locatie geven aan dat de leverancier objectieve kwaliteitsgegevens kan genereren in plaats van alleen op visuele inspectie te vertrouwen.
- Certificeringen: ISO 9001:2015 als basiskwaliteitsmanagementsysteem; IATF 16949 voor deelname aan de toeleveringsketen in de automobielsector; ISO 14001 voor milieubeheer – vooral relevant wanneer bij oppervlaktebehandelingsprocessen gereguleerde chemicaliën betrokken zijn.
- Traceerbaarheid van materialen: Fabriekscertificaten gekoppeld aan productiebatchrecords stellen teams voor foutanalyse in staat velddefecten terug te voeren op specifieke materiaalverhittingen en verwerkingsruns – een niet-onderhandelbare vereiste voor laptop-stempelonderdelen en elektronische stempelonderdelen die worden geleverd aan gereguleerde eindmarkten.
Vorig bericht
Lichtgewicht, hoge precisie: de dieptrekstrategieën die de innovatie van EV-carrosseriepanelen stimuleren
Volgende bericht
Van carrosseriepanelen tot batterijbehuizingen: de techniek achter dieptrekmatrijzen voor auto's
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
