-
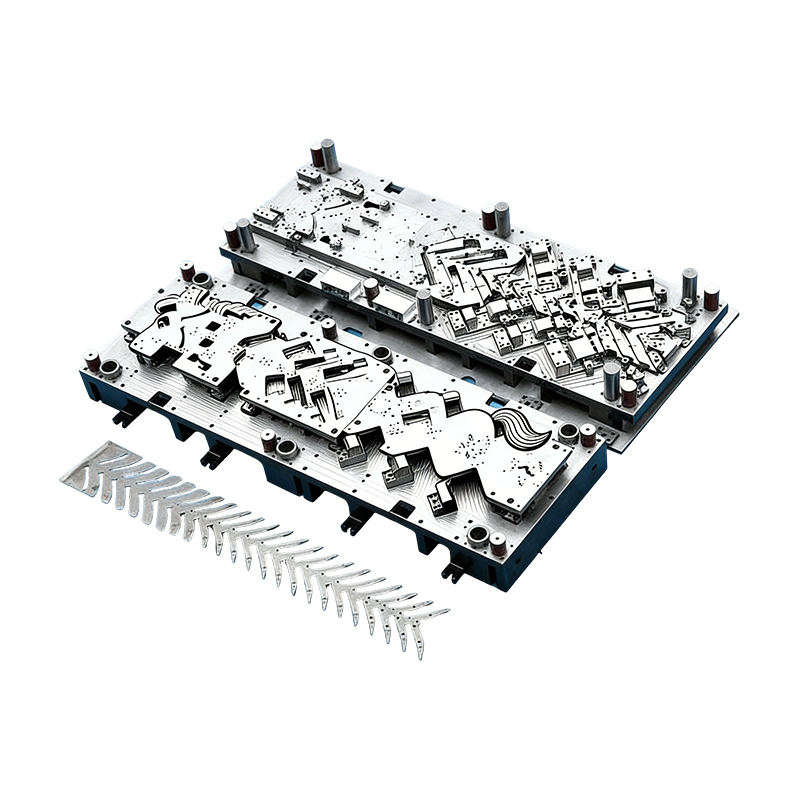
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
Stempelonderdelen voor autostoelen
Stempelonderdelen voor autostoelen zijn metalen...
-

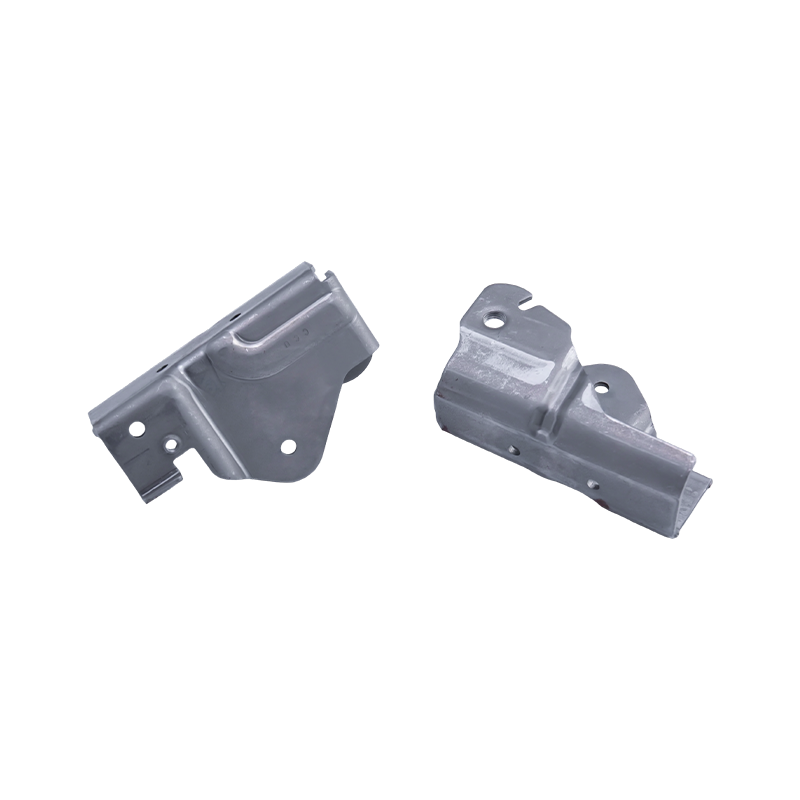
Stempelonderdelen voor motorbehuizingen voor auto's
Stempelonderdelen voor motorbehuizingen voor au...
-
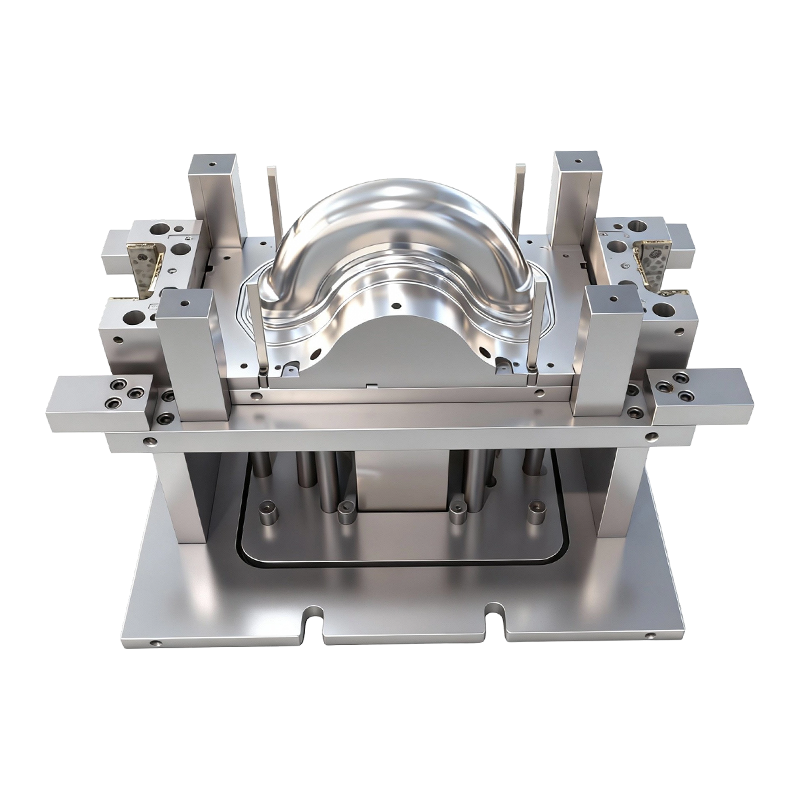
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
-
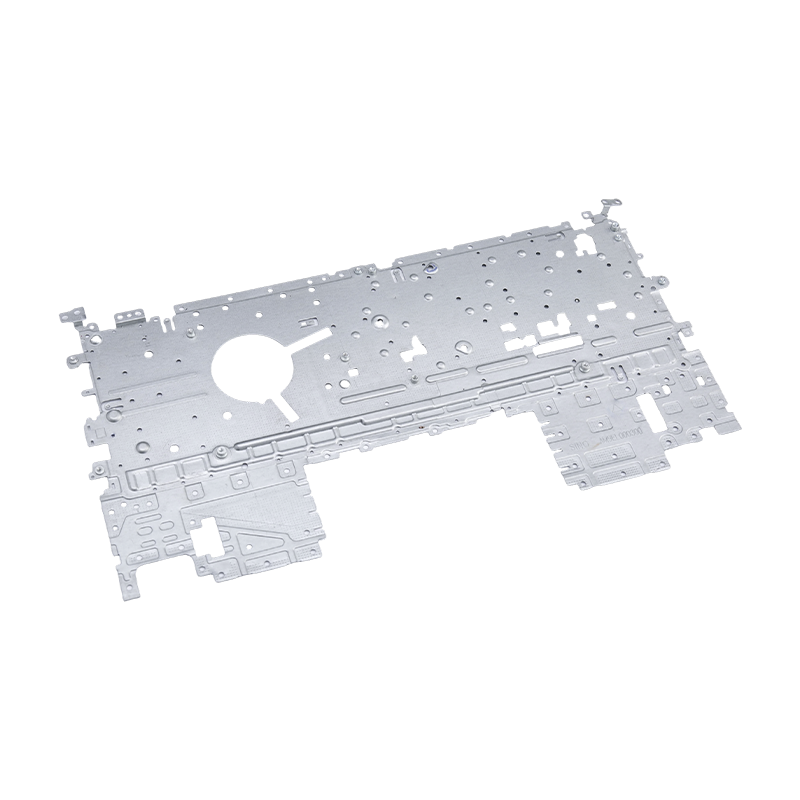
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
Kleine gestempelde onderdelen voor laptops en mobiele telefoons
Als essentiële interne componenten voor moderne...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Van carrosseriepanelen tot batterijbehuizingen: de techniek achter dieptrekmatrijzen voor auto's
Van carrosseriepanelen tot batterijbehuizingen: de techniek achter dieptrekmatrijzen voor auto's
2026-04-21
Wat zijn stempelmatrijzen voor auto's en hoe werken ze?
Stempelmatrijzen voor auto's zijn precisiegereedschapssystemen sterven worden gebruikt om platte metalen platen te vormen tot complexe driedimensionale componenten door middel van gecontroleerde plastische vervorming. Onder de verschillende soorten, tekening sterft en dieptrekmatrijzen zijn het meest cruciaal voor het produceren van holle of komvormige onderdelen – van buitenpanelen en kappen van deuren tot batterijbehuizingen en structurele versterkingen.
Bij het dieptrekproces wordt met behulp van een pons een platte metalen plano in een matrijsholte gedrukt, terwijl een planohouder gecontroleerde kracht uitoefent om de metaalstroom te geleiden en defecten te voorkomen. In tegenstelling tot ondiep vormen bereikt dieptrekken een trekverhouding (de verhouding tussen de diameter van het onbewerkte materiaal en de diameter van de pons) die gewoonlijk groter is dan 2,5:1, waardoor de productie van aanzienlijk diepere onderdelen in verhouding tot hun breedte mogelijk wordt. Deze mogelijkheid is essentieel voor automobieltoepassingen waar complexe geometrie en structurele integriteit naast elkaar moeten bestaan.
Een compleet matrijssamenstel omvat doorgaans vier hoofdcomponenten:
- De stomp , waardoor de metalen plano fysiek naar beneden in de holte wordt vervormd
- De die (vrouwelijke mal), die de buitenvorm en afmetingen van het gevormde onderdeel definieert
- De blanco houder , die instelbare druk uitoefent op de plaatmetalen flens om de materiaalstroom te beheren
- De sterven ingesteld (basis- en geleiderconstructie), wat zorgt voor nauwkeurige uitlijning en herhaalbaarheid gedurende productiecycli
Samen moeten deze componenten worden ontworpen met tolerantieniveaus die doorgaans worden aangehouden ±0,02 mm , waardoor maatnauwkeurigheid wordt gegarandeerd bij productieruns met grote volumes, die honderdduizenden onderdelen per jaar kunnen bereiken.
Belangrijke ontwerpcriteria voor hoogwaardige dieptrekmatrijzen
Het ontwerpen van effectieve dieptrekmatrijzen voor gebruik in de automobielsector vereist een evenwicht tussen meerdere concurrerende technische eisen. Een slecht ontwerp leidt tot barsten, kreukels, terugveren of voortijdige gereedschapsslijtage, waardoor de productiekosten en stilstandtijd direct toenemen. De volgende parameters zijn van cruciaal belang voor het bereiken van een consistente, foutloze uitvoer.
Force-controle voor blanco houder
De kracht van de blancohouder (BHF) is een van de meest invloedrijke variabelen in het dieptrekproces. Onvoldoende BHF zorgt ervoor dat het plaatmetaal knikt en kreukt als het naar binnen stroomt; overmatige BHF beperkt de materiaalstroom en leidt tot scheuren of scheuren bij de ponsradius. Modern stempelmatrijzen voor auto's gebruik hydraulische of servogestuurde planohouders die de druk tijdens de slagcyclus dynamisch kunnen aanpassen - vaak variërend van 20% tot 80% van de maximale kracht, afhankelijk van de vormdiepte en het materiaaltype.
Oppervlakteafwerking en wrijvingsreductie
Matrijsoppervlakken die in contact komen met de metalen plaat moeten een ultragladde afwerking krijgen om door wrijving veroorzaakte verdunning en vreten te minimaliseren. Industriestandaarden voor hoge prestaties dieptrekmatrijzen vereisen een oppervlakteruwheid van Ra ≤ 0,05 μm Dit wordt bereikt door middel van polijsten, hardverchromen of PVD-coatings (physical vapor deposition), zoals TiCN of DLC (diamantachtige koolstof). Deze coatings verlengen ook de standtijd aanzienlijk, waardoor de vervangingsintervallen in massaproductieomgevingen worden verkort.
Modulaire gereedschapsarchitectuur
Modulaire matrijsstructuren maken het mogelijk dat individuele componenten, zoals ponsen, inzetstukken of blanco houdersegmenten, onafhankelijk van elkaar kunnen worden vervangen, in plaats van dat volledige matrijsvervanging nodig is. Voor OEM's in de automobielsector die meerdere modelvarianten op gedeelde platforms gebruiken, vermindert de modulariteit de investeringen in gereedschap met 25 tot 40% en wordt de omsteltijd verkort van uren naar minuten. Deze ontwerpaanpak vereenvoudigt ook de onderhoudsplanning en maakt een snellere aanpassing aan engineering change orders (ECO's) mogelijk.
Toepassingen in traditionele voertuigen versus elektrische voertuigen
Hoewel de fundamentele mechanismen van dieptrekken consistent blijven, verschillen de specifieke vereisten voor traditionele voertuigen en elektrische voertuigen (EV’s) aanzienlijk – als gevolg van verschillen in materialen, geometrieën en structurele prioriteiten.
| Parameter | Traditionele voertuigen | Elektrische voertuigen |
|---|---|---|
| Primaire materialen | Zacht staal, HSLA-staal | Aluminiumlegering, magnesium-aluminiumlegering |
| Typische tekenverhouding | 1,8:1 – 2,2:1 | 2,5:1 en hoger |
| Sleutel gevormde componenten | Deurpanelen, motorkappen, kofferdeksels | Accubehuizingen, motorbehuizingen, vloerbakken |
| Tolerantievereiste | ±0,05 mm (carrosseriepanelen) | ±0,02 mm (battery enclosures) |
| Materiële uitdaging | Slijtvastheid bij het vormen van staal | Preventie van vreten met zachte legeringen |
Voor EV-specifieke toepassingen tekening sterft ontworpen voor batterijbehuizingen van magnesium-aluminiumlegeringen staan voor unieke uitdagingen. Deze lichtgewicht legeringen hebben een lagere ductiliteit dan staal en zijn gevoeliger voor terugvering en krassen op het oppervlak. Matrijzen voor deze componenten zijn doorgaans ontworpen met verwarmd gereedschap (warm vervormen bij 200–300°C) om de materiaalstroom te verbeteren, samen met gespecialiseerde smeermiddeltoevoerkanalen die in de matrijsstructuur zijn geïntegreerd om consistente wrijvingsomstandigheden gedurende lange productieruns te handhaven.
Simulatietechnologieën en intelligente monitoring in matrijstechniek
Modern stempelmatrijzen voor auto's worden ontwikkeld in combinatie met geavanceerde simulatieplatforms voordat er fysieke gereedschappen worden geproduceerd. Software voor eindige-elementenanalyse (FEA) – inclusief tools als AutoForm, Pam-Stamp en LS-DYNA – stelt ingenieurs in staat het gehele vormproces virtueel te simuleren, waarbij de verdeling van het dunner worden, risicozones voor kreukels, de omvang van de terugvering en de drukvereisten voor de blanco houder met hoge nauwkeurigheid worden voorspeld.
Een typische simulatieworkflow voor een complex diepgetrokken onderdeel omvat:
- Invoer van materiaalkarakterisering — vloeigrens, n-waarde (exponent van rekverharding), r-waarde (plastische anisotropieverhouding) voor de specifieke legering en tempering
- Analyse van het vormen van limietdiagrammen (FLD). — het identificeren van veilige, marginale en faalzones binnen het gevormde onderdeel
- Modellering van terugveringscompensatie — het voorspellen van elastisch herstel en het vooraf compenseren van de matrijsgeometrie om de uiteindelijke netvorm te bereiken
- De virtuele iteratie van de proefversie — het terugbrengen van de fysieke proefcycli van 10–15 naar minder dan 5 per onderdeel, waardoor aanzienlijke tijd- en materiaalkosten worden bespaard
Naast het ontwerp worden intelligente monitoringsystemen steeds vaker ingebed in de productie dieptrekmatrijzen zichzelf. Piëzo-elektrische krachtsensoren meten de krachtverdeling van de blanco houder in realtime, terwijl akoestische emissiesensoren vroege tekenen van vreten of materiaalscheuren detecteren voordat defecte onderdelen worden geproduceerd. Gegevens van deze sensoren worden ingevoerd in Manufacturing Execution Systems (MES), waardoor een gesloten procescontrole mogelijk wordt die de persparameters dynamisch aanpast, waardoor de dimensionele stabiliteit behouden blijft, zelfs als de materiaalbatch-eigenschappen variëren tussen de rollen.
Materiaalkeuze en oppervlaktebehandeling voor een lange levensduur van het gereedschap
De levensduur van tekening sterft bij de productie van grote auto's is een cruciale economische factor. Van een typische matrijzenset voor carrosseriepanelen kan worden verwacht dat deze 500.000 tot 1.000.000 onderdelen zal produceren voordat een grote renovatie nodig is. Om dit te bereiken is een zorgvuldige selectie van matrijsmaterialen en oppervlaktebehandelingen nodig, afgestemd op het werkstukmateriaal en het productievolume.
Veel voorkomende matrijsmaterialen die worden gebruikt bij het stempelen van auto's zijn onder meer:
- Nodulair gietijzer (GGG70L) — kosteneffectief voor matrijzen met een laag tot middelgroot volume, goede bewerkbaarheid maar lagere hardheid (58–62 HRC na behandeling)
- Gereedschapsstaal (D2, DC53) — hogere hardheid en slijtvastheid, de voorkeur voor grote stalen matrijzen
- Hardmetalen inzetstukken — toegepast op contactzones met hoge slijtage, zoals matrijsradiussen en trekkralen, waardoor de lokale levensduur met 3–5× wordt verlengd in vergelijking met gereedschapsstaal alleen
- Aluminiumbronslegeringen — gebruikt voor matrijzen die aluminium- of magnesiumwerkstukken vormen, waardoor vreten als gevolg van ongelijksoortige materiaalcombinaties wordt voorkomen
Oppervlaktebehandelingen die na de bewerking worden toegepast en een warmtebehandeling verbeteren de prestaties nog verder. Nitreren verhoogt de oppervlaktehardheid tot 70 HRC terwijl de kerntaaiheid behouden blijft. PVD-coatings zoals TiAlN bieden een hardheid van meer dan 3.000 HV en verlagen de wrijvingscoëfficiënten van ~0,15 tot minder dan 0,05 – wat zich direct vertaalt in verminderde dunner worden van EV-lichtgewichtcomponenten waarbij uniformiteit van de wanddikte van cruciaal belang is voor de afdichting van de batterijbehuizing en de structurele prestaties.
Aanpassing van stempelmatrijzen voor de automobielsector voor lichtgewicht en sterke trends
De steeds snellere verschuiving in de auto-industrie naar lichtgewicht – aangedreven door zowel de efficiëntie van het EV-assortiment als de emissievoorschriften – verandert fundamenteel de eisen die worden gesteld aan stempelmatrijzen voor auto's . Geavanceerde hogesterktestaalsoorten (AHSS) met treksterktes boven 1.000 MPa, evenals aluminiumlegeringen uit de 6xxx- en 7xxx-serie, vervangen in toenemende mate conventioneel zacht staal in structurele toepassingen. Deze materialen vereisen aanzienlijk hogere vormkrachten, nauwkeurigere BHF-controle en verbeterde compensatiestrategieën voor terugvering in vergelijking met hun voorgangers.
Voor fabrikanten die matrijzen leveren aan deze evoluerende markt was de reactie multidirectioneel. Matrijsconstructies worden opnieuw ontworpen met een hogere stijfheid om hogere vormbelastingen te kunnen weerstaan zonder door doorbuiging veroorzaakte maatfouten. In de matrijslichamen worden koel- en verwarmingskanalen geïntegreerd om het warm of heet vervormen van aluminium en boorstaal mogelijk te maken. En simulatiegestuurde proefprocessen comprimeren de ontwikkelingstijdlijnen, zelfs als de complexiteit van onderdelen toeneemt.
Uiteindelijk, dieptrekmatrijzen Want de auto- en EV-componenten van de volgende generatie moeten tegelijkertijd nauwere toleranties, een langere levensduur, snellere installatie en compatibiliteit met een breder scala aan geavanceerde materialen bieden. Het bereiken van dit evenwicht vereist een geïntegreerde technische aanpak – waarbij precisieproductie, geavanceerde coatings, real-time procesmonitoring en materiaalwetenschappelijke expertise worden gecombineerd – die dieptrekmatrijstechnologie positioneert als een belangrijke factor in de transformatie van de auto-industrie.

Vorig bericht
Metalen stempelonderdelen: soorten en toepassingen
Volgende bericht
Waarom aluminiumlegering staal vervangt in elektronische stempelonderdelen?
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
