-
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
Onderdelen voor het stempelen van benzinetanks
Onderdelen voor het stempelen van gastanks zijn...
-
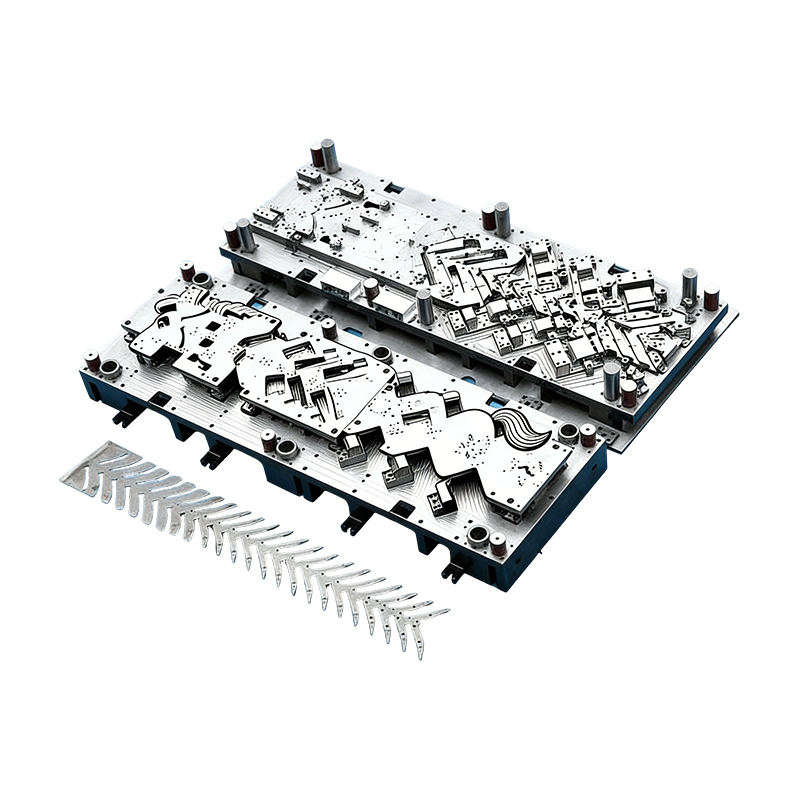
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
Hoogwaardige ovenstempelonderdelen
Onze hoogwaardige ovenstempelonderdelen zijn me...
-
Hoogwaardige grote computerstempelonderdelen
Onze hoogwaardige grote computerstempelonderdel...
-
Kleine gestempelde onderdelen voor laptops en mobiele telefoons
Als essentiële interne componenten voor moderne...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Lichtgewicht, hoge precisie: de dieptrekstrategieën die de innovatie van EV-carrosseriepanelen stimuleren
Lichtgewicht, hoge precisie: de dieptrekstrategieën die de innovatie van EV-carrosseriepanelen stimuleren
2026-05-07
Wat maakt dieptrekmatrijzen voor auto's anders dan standaardgereedschappen
Dieptrekmatrijzen die worden gebruikt in de automobiel- en elektrische voertuigproductie zijn niet uitwisselbaar met plaatwerkgereedschap voor algemeen gebruik. Het zijn speciaal ontworpen systemen die zijn samengesteld uit vier hoofdcomponenten: ponsen, matrijzen, planohouders en matrijzensets, elk geoptimaliseerd om samen te werken onder extreme vormbelastingen. Bij een typische auto-stempelpers daalt de stempel in de matrijsholte, terwijl de houder voor het plano een gecontroleerde neerwaartse druk uitoefent op de plaatflens, waardoor de metaalstroom de holte in wordt geleid zonder te kreuken of te scheuren. De matrijsset vormt het stijve structurele frame dat de uitlijning handhaaft onder cyclische belastingen die honderden tonnen per slag kunnen overschrijden.
Wat onderscheidt autokwaliteit dieptrekmatrijzen is de vereiste nauwkeurigheidstolerantie voor het gehele gereedschap. Er wordt doorgaans aan de maatnauwkeurigheid voldaan ±0,02 mm over kritische vormoppervlakken, een vereiste die wordt gedreven door het feit dat cumulatieve afwijkingen over een carrosseriepaneel – bijvoorbeeld een buitenpaneel van een deur – zich direct vertalen in zichtbare oppervlaktedefecten of montagegaten die zowel de esthetiek als de structurele pasvorm beïnvloeden. De oppervlakteafwerking van stempel- en matrijsradii is even belangrijk: een Ra-waarde van ≤0,05 μm (bijna spiegelkwaliteit) minimaliseert door wrijving veroorzaakte verdunning en krassen, vooral bij het verwerken van zeer sterke of lichtgewicht legeringen.
Vervormbaarheid van aluminiumlegeringen en de rol van het aluminiumsmeltpunt in procesontwerp
Aluminiumlegering is het dominante lichtgewicht materiaal geworden voor zowel traditionele carrosseriepanelen als structurele EV-componenten, dankzij de gunstige sterkte-gewichtsverhouding, corrosieweerstand en recycleerbaarheid. Aluminium biedt echter unieke uitdagingen bij het dieptrekken die rechtstreeks verband houden met de materiaaleigenschappen, inclusief het thermische gedrag ten opzichte van de smeltpunt van aluminium .
Zuiver aluminium smelt bij ongeveer 660°C , maar de aluminiumlegeringen die worden gebruikt bij het stempelen van auto's - voornamelijk de 5xxx (Al-Mg) en 6xxx (Al-Mg-Si) series - hebben een smeltbereik dat iets lager begint, afhankelijk van de samenstelling van de legering. Hoewel het aluminiumsmeltpunt zelf niet direct wordt bereikt tijdens het koudstansen, is het zeer relevant voor twee aan het proces grenzende gebieden: warmvervormen en matrijskoelingbeheer. Bij het warm vormen van aluminium worden plano's verwarmd tot 200–300 °C (een zorgvuldig geselecteerd deel van het smeltpunt) om de ductiliteit te vergroten en de terugvering te verminderen, waardoor de productie van complexe geometrieën mogelijk wordt die zouden barsten onder vormingsomstandigheden bij omgevingstemperatuur. Matrijsontwerpers moeten rekening houden met thermische uitzetting bij deze temperaturen, waarbij de speling en de krachtparameters van de blanco houder dienovereenkomstig opnieuw moeten worden gekalibreerd.
Zelfs bij conventioneel koud dieptrekken kan wrijvingswarmte die wordt gegenereerd op de grensvlakken tussen stempel en matrijs de lokale oppervlaktetemperaturen aanzienlijk verhogen. Voor aluminiumlegeringen, die een relatief laag smeltpunt hebben in vergelijking met staal, versnelt overmatige plaatselijke verwarming het vreten (de lijmoverdracht van aluminium op de matrijsoppervlakken), wat de oppervlakteafwerking verslechtert, de vormkrachten vergroot en de levensduur van het gereedschap verkort. Dit maakt de smeerstrategie en de keuze van de matrijsoppervlaktecoating bijzonder belangrijk bij de verwerking aluminium legering vellen.
Gemeenschappelijke aluminiumlegeringen voor de automobielindustrie en hun vormkenmerken
| Legering serie | Typische kwaliteit | Smeltbereik (°C) | Sleuteltoepassing |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607-649 | Binnenzijde motorkap, binnenzijde deur, EV-behuizingen |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610-655 | Buitenste carrosseriepanelen, structurele sluitingen |
| Mg-Al (magnesium-aluminium) | AZ31, AM60 | 470–630 | EV-batterijbehuizingen, instrumentenpanelen |
EV-specifiek matrijsontwerp: dieptrekverhoudingen, batterijbehuizingen en lichtgewicht
De productie van elektrische voertuigen stelt eisen aan dieptrekmatrijzen die verder gaan dan wat traditioneel auto-stempelen vereist. De technisch meest veeleisende toepassing is de vorming van batterijbehuizingen van magnesium-aluminiumlegeringen - grote, diepe, structureel complexe behuizingen die de batterijcelarrays beschermen en tegelijkertijd bijdragen aan het totale gewichtsbudget van het voertuig. Deze componenten vereisen dieptrekverhoudingen groter dan 2,5:1 (de verhouding tussen de diameter van het onbewerkte materiaal en de diameter van de pons), waardoor het materiaal tot aan zijn ductiliteitslimieten wordt geduwd en een uitzonderlijke matrijstechniek vereist om flensscheuren of overmatige wandverdunning te voorkomen.
Het minimaliseren van materiaalverdunning over de getrokken wand is van cruciaal belang voor batterijbehuizingen, omdat de uniformiteit van de wanddikte rechtstreeks van invloed is op de structurele stijfheid en de crashprestaties. Matrijsontwerpers pakken dit aan via verschillende gecoördineerde strategieën: het optimaliseren van de straal van de ponsneus om de spanning gelijkmatiger te verdelen, het implementeren van BHF-profielen (variabele blanco houderkracht) die de druk progressief verhogen naarmate de trekdiepte toeneemt, en het toepassen van meertraps tekenreeksen voor bijzonder diepe geometrieën in plaats van te proberen vormen in één handeling.
De verschuiving naar lichtgewicht heeft ook geleid tot de adoptie van modulaire matrijsstructuren in EV-programma's. In plaats van een monolithisch matrijsblok te bewerken, gebruiken modulaire ontwerpen verwisselbare wisselplaten voor zones met hoge slijtage, zoals matrijsinvoerradii en stanshoeken. Deze aanpak verlaagt de gereedschapskosten per voertuigprogramma met 20-35% in scenario's met grote volumes, omdat versleten wisselplaten kunnen worden vervangen zonder de hele matrijsset te slopen. Modulaire matrijzen maken ook een snellere aanpassing mogelijk wanneer ontwerpiteraties plaatsvinden tijdens de EV-ontwikkelingscyclus, die doorgaans sneller verloopt dan traditionele autoprogramma's.
Voorce Control voor blanco houder: gelijktijdig voorkomen van kreuken en barsten
De kracht van de blanco houder is de meest invloedrijke procesvariabele bij het dieptrekken, en de juiste kalibratie ervan onderscheidt een stabiel productieproces van een proces dat gevoelig is voor schroot. Te weinig BHF zorgt ervoor dat de flens knikt onder compressie van de omtrekspanning, waardoor rimpels ontstaan die bij daaropvolgende bewerkingen niet kunnen worden afgevlakt. Te veel BHF voorkomt dat metaal in de matrijsholte stroomt, waardoor trekbreuk in de wand ontstaat - meestal ter hoogte van de stempelradius, waar het materiaal het dunst is.
For aluminium legering Voor platen is het aanvaardbare BHF-venster smaller dan voor koolstofarm staal, omdat aluminium een lagere exponent voor rekverharding heeft en gevoeliger is voor plaatselijke verdunning. Moderne auto dieptrekmatrijzen Pak dit aan met hydraulische of servogestuurde blancohouders die de druk in realtime dynamisch kunnen aanpassen op basis van feedback van loadcellen ingebed in de matrijsstructuur. Deze gesloten-lusregeling is vooral waardevol bij het trekken van componenten van magnesium-aluminiumlegeringen bij hoge temperaturen, waarbij de materiaalstroomspanning continu verandert naarmate de plano tijdens de slag afkoelt.
Bij het instellen van de parameters voor de onbewerkte houder voor een nieuwe dieptrekbewerking moeten de volgende factoren in evenwicht worden gebracht:
- Materiaalvloeigrens en rek: Legeringen met een hogere sterkte vereisen een grotere BHF om kreuken te voorkomen, maar zijn tegelijkertijd kwetsbaarder voor scheuren, waardoor een strakkere regelbandbreedte vereist is.
- Blanke geometrie en trekdiepte: Niet-ronde plano's - gebruikelijk in toepassingen voor deurpanelen en batterijbehuizingen - ontwikkelen niet-uniforme flensspanningsverdelingen, waardoor gesegmenteerde of variabele geometrie planohouders nodig zijn.
- Dikte smeerfilm: Dikkere smeerfilms verminderen de wrijving en verlagen de BHF die nodig is om vreten te voorkomen, maar overmatige smering kan aquaplaning-effecten veroorzaken die de metaalstroom destabiliseren.
- Persslagsnelheid: Hogere stempelsnelheden verhogen de reksnelheden, wat de vloeispanning van aluminium beïnvloedt en het veilige BHF-bereik verkleint - een cruciale overweging bij het opschalen van prototype naar perslijnen voor massaproductie.
Simulatiegestuurde matrijsontwikkeling en intelligente monitoring in massaproductie
De moderne ontwikkeling van automatrijzen is niet langer alleen afhankelijk van fysieke tests. Op Finite Element Analysis (FEA) gebaseerde vormsimulatie – met behulp van softwareplatforms zoals AutoForm of Dynaform – stelt matrijsingenieurs in staat de vormomstandigheden virtueel te testen voordat een enkel stuk gereedschapsstaal wordt gesneden. Simulatie voorspelt nauwkeurig de verdeling van het dunner worden, de risicozones voor kreukels, de omvang van de terugvering en de eisen aan de vormkracht, waardoor ontwerpers de ponsgeometrie, de matrijsinvoerradii en BHF-profielen computationeel kunnen optimaliseren. Voor aluminium legering componenten met een complexe kromming, kan simulatie de fysieke try-out-iteraties met 40-60% verminderen, waardoor de ontwikkelingstijdlijnen van de matrijzen aanzienlijk worden gecomprimeerd.
Zodra matrijzen in massaproductie gaan, handhaven intelligente monitoringsystemen de processtabiliteit gedurende duizenden slagen per dienst. Akoestische emissiesensoren detecteren het begin van vreten of krassen op het oppervlak voordat dit zichtbaar wordt. Rekstrookjes in de matrijsstructuur volgen de vormingskracht in realtime en signaleren afwijkingen die duiden op variatie in het blanco materiaal of afbraak van het smeermiddel. Vision-systemen voeren een 100% optische inspectie uit van getrokken onderdelen onmiddellijk na het uitwerpen, waarbij kritische afmetingen worden gemeten aan de hand van nominale CAD-waarden en onderdelen die buiten de tolerantie vallen automatisch worden gemarkeerd voor verwijdering voordat ze de stroomafwaartse montage bereiken.
Deze integratie van simulatie en monitoring in de pers weerspiegelt een bredere transitie in de sector: dieptrekmatrijzen zijn niet langer passieve gereedschappen, maar actieve componenten van een datagestuurd productiesysteem. Voor auto- en EV-fabrikanten die zich inzetten voor zero-defect productiedoelstellingen, is investeren in simulatie-gevalideerde matrijsontwerpen en met sensoren uitgeruste productietools geen premium optie. Het is een competitieve basisvereiste nu de industrie haar verschuiving naar lichtgewichten versnelt met geavanceerde technologie. aluminium legering materialen.

Vorig bericht
Stempelonderdelen voor autostoelen: gids voor kwaliteit en pasvorm
Volgende bericht
Metalen stempelonderdelen: soorten en toepassingen
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
