-
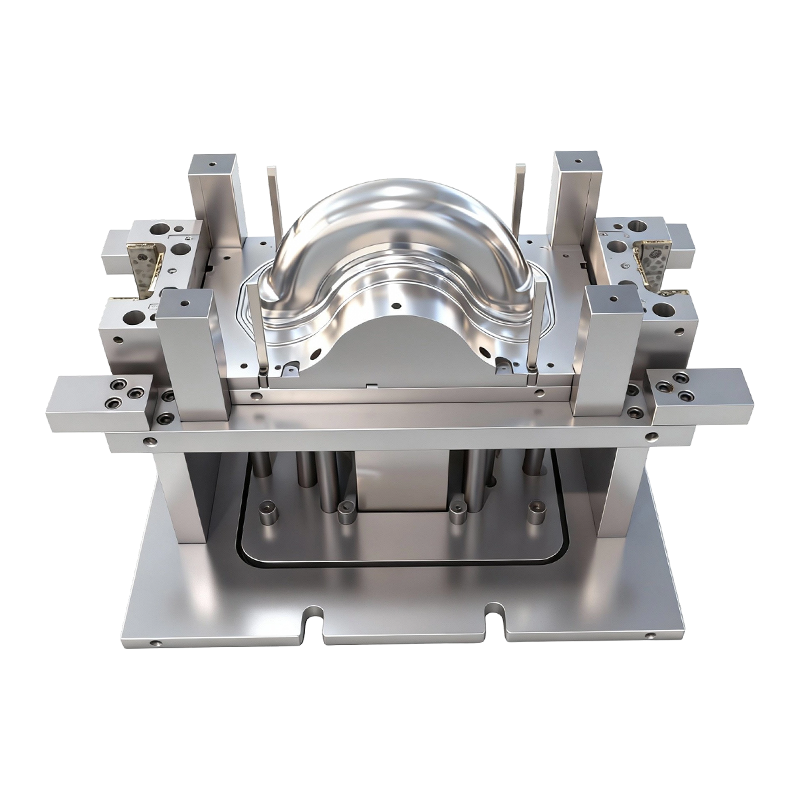
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
-
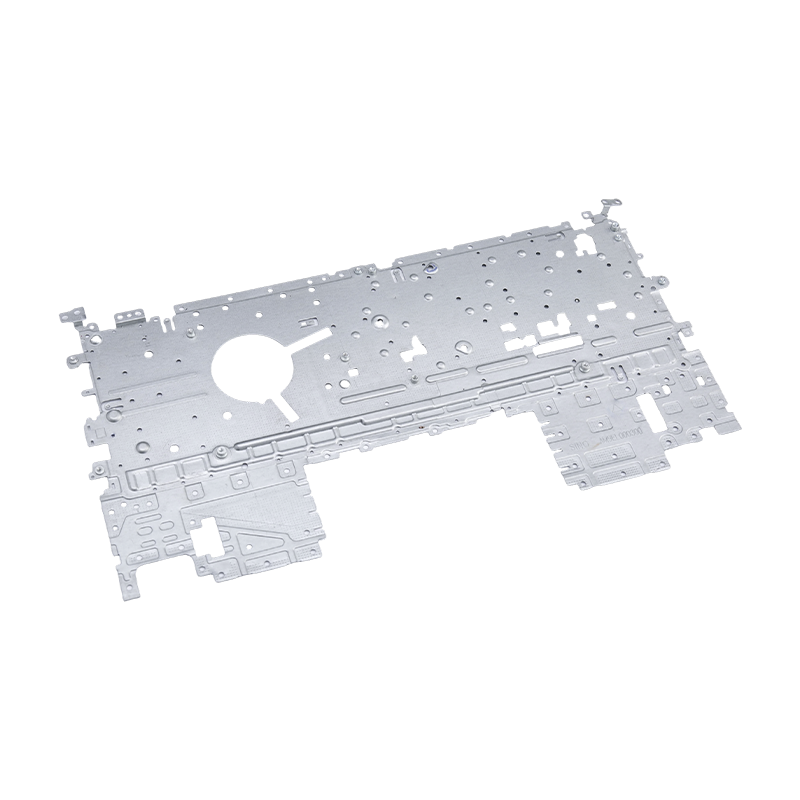
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
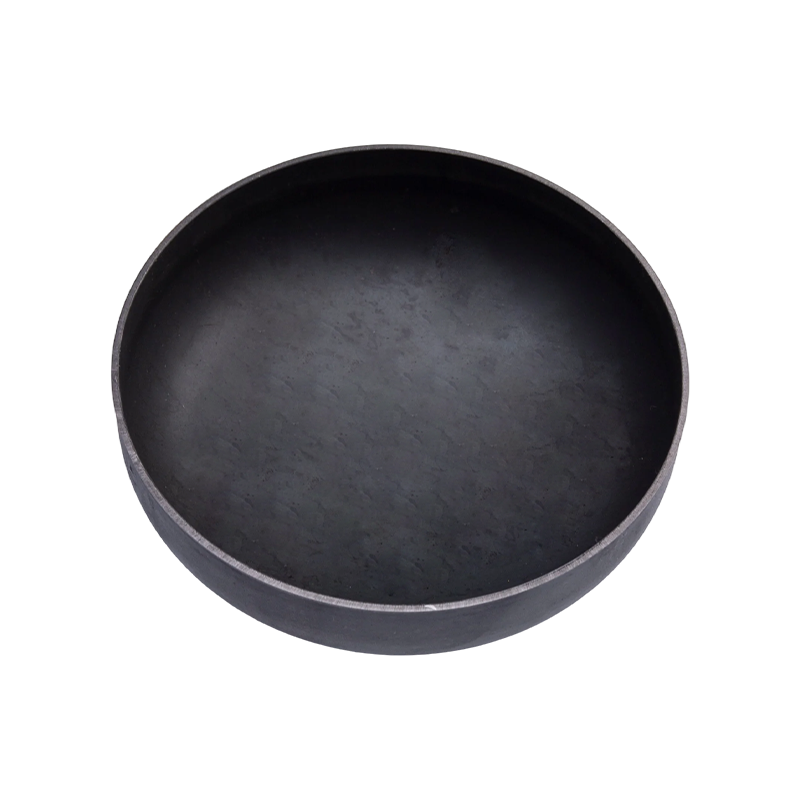
Onderdelen voor het stempelen van benzinetanks
Onderdelen voor het stempelen van gastanks zijn...
-
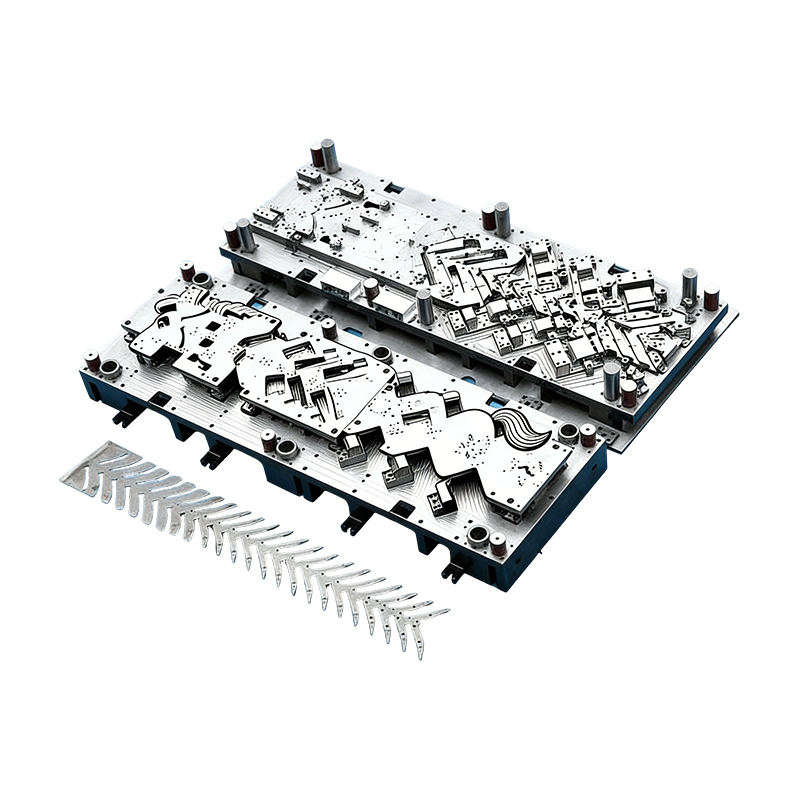
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
-
Kleine gestempelde onderdelen voor laptops en mobiele telefoons
Als essentiële interne componenten voor moderne...
-
Stempelonderdelen voor autostoelen
Stempelonderdelen voor autostoelen zijn metalen...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Ontwerp van dieptrekmatrijzen: gids voor stansen, matrijzen, speling en meertrapsreductie
Ontwerp van dieptrekmatrijzen: gids voor stansen, matrijzen, speling en meertrapsreductie
2026-05-20
Plaatwerk dat de matrijs binnenkomt als een platte plano en eruit gaat als een naadloos, hol onderdeel - die transformatie hangt volledig af van hoe goed de matrijs is ontworpen. Het ontwerpen van dieptrekmatrijzen is niet één enkele beslissing, maar een reeks technische keuzes, die elk het venster openen of sluiten waarin succesvol vormen kan plaatsvinden. Een slecht gespecificeerde ponsradius, een ondermaatse planohouder of een verkeerd berekende speling kunnen dat venster volledig laten instorten, waardoor er bij een hoog volume gebarsten of gerimpeld schroot ontstaat. In de onderstaande secties worden alle belangrijke ontwerpvariabelen besproken en wordt uitgelegd wat ze allemaal controleren.
Wat het ontwerp van dieptrekmatrijzen feitelijk regelt
Een dieptrekgereedschapset bestaat uit drie hoofdonderdelen: de pons, de matrijs en de blancohouder. De stempel duwt het platte plano in de matrijsholte. De matrijs definieert de buitenste geometrie van het voltooide onderdeel. De planohouder drukt tegen de flens van de plano om te regelen hoeveel materiaal tijdens de slag in de holte wordt gevoerd.
Elk lid moet worden ontworpen in relatie tot de anderen. De ponsdiameter bepaalt de binnendiameter van de getrokken beker; de matrijsdiameter is groter met de hoeveelheid werkspeling. De planohouder zit tussen de twee en houdt de contactdruk op de flens gedurende de hele slag in stand. Wanneer de verhoudingen tussen deze drie componenten correct zijn, stroomt het metaal naar binnen en naar beneden zonder dat het op de flens kreukt of bij de stempelneus breekt. Wanneer een relatie verkeerd is, verschijnt onmiddellijk een van deze twee faalwijzen.
Voor de productie van grote volumes, dieptrekmatrijzensets van automobielkwaliteit Voeg nog meer eisen toe: een langere standtijd van het gereedschap, een nauwe consistentie tussen onderdelen en compatibiliteit met geautomatiseerde overdrachtssystemen. Deze eisen versterken het belang van elke hieronder beschreven ontwerpbeslissing.
Pons- en matrijsgeometrie: waar de vorm van het onderdeel vandaan komt
De ponsneusradius en de matrijsinvoerradius zijn de twee meest consequente geometrische parameters bij het ontwerpen van dieptrekmatrijzen. Beiden bepalen hoe het metaal buigt als het overgaat van het platte plano naar de getrokken muur.
Neusradius ponsen wordt doorgaans ingesteld tussen de vier en acht keer de materiaaldikte voor standaard staalsoorten. Een te kleine straal concentreert de trekspanning in de bocht, wat verdunning en uiteindelijke breuk bevordert. Een te grote straal zorgt ervoor dat het metaal kan knikken voordat het door de matrijswand wordt opgevangen, waardoor wandplooien ontstaan.
Ingangsradius van de matrijs - ook wel de matrijshoekradius genoemd - bepaalt de weerstand die de plano ondervindt wanneer deze over de matrijsrand wordt getrokken. Een goed gepolijste matrijsradius met de juiste afmetingen vermindert de wrijving en zorgt ervoor dat materiaal soepel in de holte kan stromen. De standaardpraktijk stelt deze straal in op vier tot tien keer de materiaaldikte, afhankelijk van de trekverhouding en de ductiliteit van het materiaal. Ondermaatse radii vergroten het risico op scheuren; overmaatse radii in dunne materialen creëren niet-ondersteunde overspanningen die in rimpels knikken.
Bij onderdelen met vierkante of rechthoekige doorsnede vereisen hoekradii individuele aandacht. Hoeken concentreren de drukspanning tijdens het vormen, en royale hoekradii – doorgaans groter dan bij gelijkwaardige ronde onderdelen – maken diepere trekkingen in één enkele bewerking mogelijk zonder dat de hoeken kreuken.
Werkafstand tussen stempel en matrijs
De speling is de radiale opening tussen de stempel en de matrijswand. Tijdens het trekken moet het metaal door deze opening gaan, en het wordt doorgaans iets dikker als het naar binnen stroomt. De speling moet die verdikking opvangen zonder het metaal zo strak samen te drukken dat de wrijving tot destructieve niveaus stijgt, en zonder zoveel ruimte over te laten dat het metaal zijdelings in de plooien van de muur knikt.
Voor de meeste staalsoorten met een laag koolstofgehalte is een werkspeling van 1,07 tot 1,15 keer de materiaaldikte per zijde het geaccepteerde startbereik. Voor hardere of dikkere materialen is mogelijk ruimte nodig aan de bovenkant van dit bereik. Dunnere materialen en nauwere toleranties op de wanddikte duwen het ontwerp naar de onderkant. Progressieve matrijssystemen voor progressieve dieptrekmatrijzen voor de automobielindustrie met meerdere stations pas dezelfde logica toe op elk opeenvolgend station, waarbij de speling doorgaans kleiner wordt naarmate de cupdiameter kleiner wordt en de wanduniformiteit kritischer wordt.
Materiaalkeuze en de invloed ervan op het matrijsontwerp
De matrijsontwerper kan het onderdeelmateriaal niet kiezen, maar materiaaleigenschappen bepalen welke ontwerpparameters haalbaar zijn. Twee eigenschappen van plaatmetaal zijn vooral relevant: de exponent van de rekverharding (n-waarde) en de plastische rekverhouding (r-waarde, ook wel de Lankford-coëfficiënt genoemd).
Een hoge n-waarde betekent dat het materiaal snel uithardt terwijl het uitrekt, waardoor de vervorming gelijkmatiger over de plano wordt verdeeld. Dit maakt agressievere trekverhoudingen vóór breuk mogelijk. Een hoge r-waarde betekent dat het materiaal bestand is tegen verdunning in de richting van de doorgaande dikte en bij voorkeur vloeit in het vlak van de plaat – precies wat dieptrekken vereist. Materialen met hoge r-waarden kunnen tot grotere diepte-diameterverhoudingen worden getrokken voordat de breukgrens van de stompneus wordt bereikt.
In praktische termen maakt een interstitiële-vrij (IF) staal met r-waarden boven 1,8 matrijsontwerpen mogelijk met diepere enkelvoudige trekdiepten en grotere verhoudingen van blanco tot ponsdiameter dan een conventioneel koolstofarm staal met r-waarden dichtbij 1,0. Aluminiumlegeringen hebben over het algemeen een r-waarde van minder dan 1,0, wat betekent dat matrijsontwerpen voor aluminium meer moeten vertrouwen op meertraps trekreducties en een zorgvuldigere controle van de blanco houder om dezelfde cupdiepte te bereiken. Bij het ontwerpen gelden dezelfde principes precisie-stempelcomponenten voor auto's waar nauwe maattoleranties de uitdagingen op het gebied van materiaalvariabiliteit vergroten.
Meertrapstrekkingsreductie: wanneer één handeling niet genoeg is
Wanneer de vereiste diepte-diameterverhouding van het voltooide onderdeel groter is dan wat een enkele trek veilig kan bereiken (meestal een trekverhouding van meer dan 2,0 tot 2,2 voor de meeste staalsoorten) moet het ontwerp meerdere tekenfasen omvatten. Elke fase verkleint de cupdiameter en vergroot de hoogte, en elke fase heeft zijn eigen stempel-, matrijs- en blancohouder.
Bij de eerste trekking wordt de platte plano naar de maximale trekverhouding gebracht die het materiaal toelaat. Daaropvolgende hertrekkingen vinden plaats op de reeds gevormde cup en kunnen een trekverhouding van 1,2 tot 1,4 per fase bereiken, omdat het metaal bij de flens al gedeeltelijk door arbeid is gehard en minder risico op ernstige kreukels met zich meebrengt. Uitgloeien tussen fasen kan nodig zijn voor materialen die snel uitharden, om de ductiliteit te herstellen vóór de volgende reductie.
| Teken fase | Typische maximale trekverhouding | Opmerkingen |
|---|---|---|
| Eerste trekking | 1,8 – 2,2 | Afhankelijk van r-waarde en planodikte |
| Tweede trekking (hertrekking) | 1,2 – 1,4 | Lager risico door eerdere verharding van het werk |
| Derde trekking en verder | 1.1 – 1.3 | Tussen de fasen kan uitgloeien nodig zijn |
Meerfasige ontwerpen verhogen de gereedschapskosten en perstijd, maar zijn vaak de enige weg naar de vereiste onderdeelgeometrie. De economische vergelijking tussen eenfase- en meerfasebenaderingen is nauw verbonden met het productievolume – een factor die in meer detail wordt onderzocht in het artikel over kostenverschillen tussen producten voor het stempelen van metaal en dieptrekken .

Tekenkralen en bindmiddeldruk: materiaalstroom nauwkeurig afstemmen
Trekkralen zijn verhoogde ribbels die in het bindmiddeloppervlak (blanco houder) zijn machinaal bewerkt. Terwijl de plano eroverheen glijdt tijdens de trekslag, veroorzaken ze buig- en buigvervorming die extra weerstand creëert tegen de materiaalstroom. Door de hoogte, breedte en positie van de trekrupsen rond de omtrek van het onbewerkte materiaal te variëren, kan de matrijsontwerper bepalen hoeveel materiaal op elk punt de matrijsholte binnengaat, waardoor de stroom wordt omgeleid van gebieden die gevoelig zijn voor scheuren en naar gebieden die anders zouden kunnen kreuken.
De positionering van de trekkralen is vooral belangrijk voor niet-asymmetrische onderdelen, zoals carrosseriepanelen van auto's, waarbij verschillende delen van de blanco omtrek een zeer verschillende stromingsweerstand nodig hebben. Delen met grote vlakke gebieden omgeven door diepe trekkingen vereisen vaak trekrupsen om te voorkomen dat de vlakke gebieden oppervlaktevervorming onder het bindmiddel ontwikkelen.
Binddruk is een aanvulling op het ontwerp van de trekkraal. Het bindmiddel moet voldoende kracht uitoefenen om te voorkomen dat de flens in plooien gaat knikken, maar niet zo veel dat het de materiaalstroom in de holte blokkeert – wat de trekspanning in de cupwand tot het breukpunt zou vergroten. De juiste bindmiddeldruk ligt daarom binnen een procesvenster waarvan de grenzen worden gedefinieerd door de rimpelgrens eronder en de breukgrens erboven. Het volgende artikel in deze serie gaat in op de manier waarop de trekverhouding en de kracht van de blancohouder samenwerken om dat venster te definiëren en te controleren.
Smering en matrijsoppervlakafwerking
Wrijving bij de matrijsinvoerradius en het grensvlak van de planohouder heeft een direct effect op de trekspanning die door de bekerwand wordt gedragen. Hogere wrijving betekent hogere wandspanning, waardoor het proces dichter bij de breuklimiet komt. Effectieve smering vermindert die spanning en vergroot het procesvenster.
De oppervlakteafwerking van de matrijs heeft een wisselwerking met smering. Een gepolijste matrijsradius met een oppervlakteruwheid van minder dan Ra 0,4 µm zorgt ervoor dat het smeermiddel een consistente film kan vormen, waardoor de wrijvingsvariabiliteit wordt verminderd. Ruwe of bekraste oppervlakken houden het smeermiddel ongelijkmatig vast en introduceren plaatselijke spanningsconcentraties die breuk kunnen veroorzaken bij lager dan verwachte wandspanningen.
De keuze van het smeermiddel is afhankelijk van het materiaal dat wordt getrokken. Staalsoorten met een laag koolstofgehalte tolereren een breed scala aan smeermiddelen, van lichte trekoliën tot zware EP-verbindingen (extreme druk). Aluminiumlegeringen vereisen smeermiddelen die niet reageren met het metalen oppervlak, omdat reactieve verbindingen vreten en krassen op het oppervlak kunnen veroorzaken. Roestvast staal – dat snel uithardt – heeft vaak gechloreerde smeermiddelen nodig om de hoge grensvlakdrukken die tijdens het trekken worden gegenereerd, te beheersen.
Selectie van gereedschapsstaal en duurzaamheid van de matrijzen
De levensduur van de matrijzen bij dieptrekken wordt beperkt door schurende slijtage bij de ingangsradius van de matrijs en door vreten op het bindmiddeloppervlak. Beide mechanismen versnellen wanneer de bindmiddeldruk hoog is, de smeermiddelfilm afbreekt of het blanco materiaal schurende insluitsels bevat.
Standaard matrijsmaterialen voor de productie van middelgrote volumes zijn onder meer D2-gereedschapsstaal (ongeveer 60–62 HRC na uitharding) en DC53, dat een betere taaiheid biedt bij een vergelijkbare hardheid. Bij de productie van grote hoeveelheden auto's zijn vaak wisselplaten van wolfraamcarbide nodig bij de ingangsradius van de matrijs, waar de slijtage het hoogst is. Oppervlaktecoatings – titaniumnitride (TiN), titaniumcarbonitride (TiCN) of diamantachtige koolstof (DLC) – verlengen de levensduur verder door de wrijvingscoëfficiënt bij het onbewerkte gereedschapsgrensvlak te verminderen.
Voor zeer nauwkeurige stempelmatrijzensets Het richten op toleranties voor auto- of EV-componenten, de selectie van gereedschapsstaal en de warmtebehandelingsspecificatie zijn net zo cruciaal als de hierboven beschreven geometrische ontwerpparameters. Een dimensionaal perfecte matrijs vervaardigd uit onjuist warmtebehandeld staal zal lang vóór zijn ontwerplevensduur falen.
Simulatie vóór staal: eindige-elementenanalyse in matrijsontwerp
Het moderne ontwerp van dieptrekmatrijzen is sterk afhankelijk van eindige-elementenanalyse (FEA) om de vormresultaten te voorspellen voordat er metaal wordt gesneden. FEA-simulaties modelleren de plano als een netwerk van vervormbare elementen, passen de ponsslag stapsgewijs toe en berekenen de spannings-, rek- en dikteverdeling op elk punt in de plano gedurende de hele slag.
De output van een goed gekalibreerde simulatie omvat een overlay met een Forming Limit Diagram (FLD), die laat zien of een gebied van de plano de breuk- of rimpelgrens nadert. Als de simulatie fouten voorspelt, kan de ontwerper de stempelradius, de matrijsradius, de druk van het bindmiddel, de geometrie van de treklijn of de vorm van het onbewerkte stuk materiaal aanpassen – itererend in software in plaats van in staal. Dit proces verkort de proeftijd aanzienlijk en vermindert het aantal fysieke gereedschapsaanpassingen dat nodig is voordat de matrijs aanvaardbare onderdelen produceert.
De kwaliteit van de simulatie hangt af van nauwkeurige materiaalkaartgegevens – met name de beschrijving van het vloeioppervlak, de r-waarden, de n-waarde en de stromingsspanningscurve voor de specifieke materiaalspiraal die bij de productie wordt gebruikt. Generieke materiële gegevens leveren plausibele maar onbetrouwbare voorspellingen op; materiaalspecifieke gegevens uit trektests en FLD-tests leveren voorspellingen op die zich direct vertalen in het gedrag van de pers.
Samenvatting: de ontwerpvariabelen die er het meest toe doen
Het ontwerp van dieptrekmatrijzen beperkt zich tot een klein aantal variabelen, die elk binnen een bereik moeten worden ingesteld dat van de anderen afhangt. Stempel- en matrijsradii bepalen de buigsterkte bij de overgangen. De werkruimte is geschikt voor metaalverdikking zonder destructieve wrijving te veroorzaken. Trekverhouding bepaalt de bovengrens van vervorming in één stap. De druk van het bindmiddel en de trekkorrels regelen de materiaalstroom rond de blanco omtrek. Smering en oppervlakteafwerking bepalen hoeveel van de toegestane bindmiddeldruk daadwerkelijk de plano bereikt. De selectie van gereedschapsstaal en coating bepaalt hoe lang de matrijs deze zorgvuldig vastgestelde omstandigheden behoudt.
Geen enkele variabele kan afzonderlijk worden geoptimaliseerd. Een verandering in de matrijsingangsradius verandert de optimale bindmiddeldruk. Een verandering in materiaalkwaliteit verandert de haalbare trekverhouding. Deze onderlinge afhankelijkheid is de reden waarom het ontwerpen van dieptrekmatrijzen een systematische aanpak vereist – en waarom een juiste aanpak, van simulatie tot en met uitproberen, onderdelen oplevert die voldoen aan veeleisende structurele en dimensionale vereisten voor wiel- en chassistoepassingen consistent over miljoenen productiecycli heen.
Vorig bericht
Stempelonderdelen voor autostoelen: uiterst nauwkeurige productie, belasting en materiaalkeuze
Volgende bericht
Stempelonderdelen voor autostoelen: gids voor kwaliteit en pasvorm
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
