-
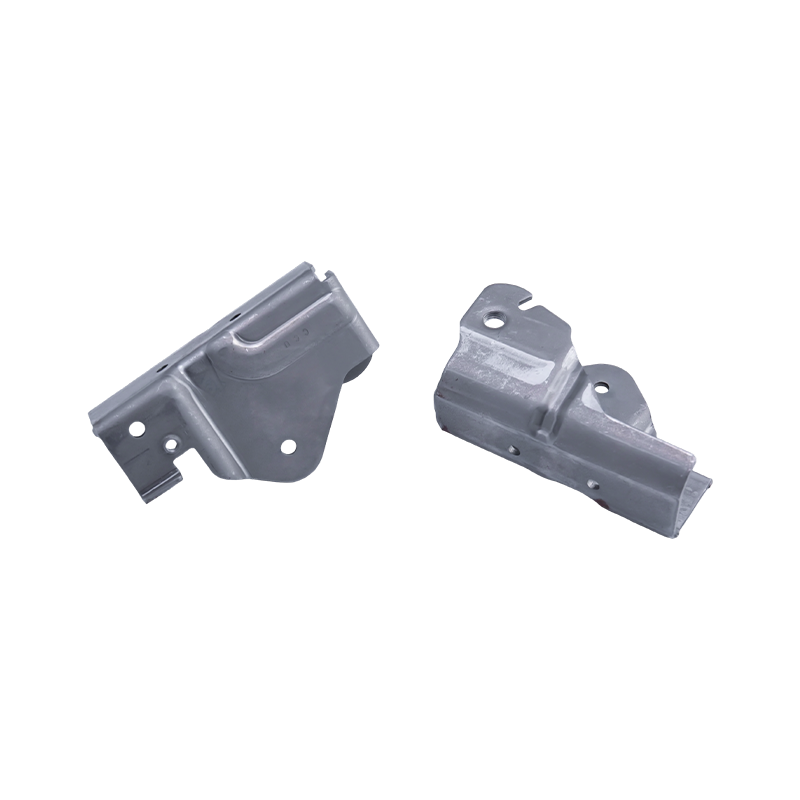
Stempelonderdelen voor autostoelen
Stempelonderdelen voor autostoelen zijn metalen...
-

Stempelonderdelen voor motorbehuizingen voor auto's
Stempelonderdelen voor motorbehuizingen voor au...
-
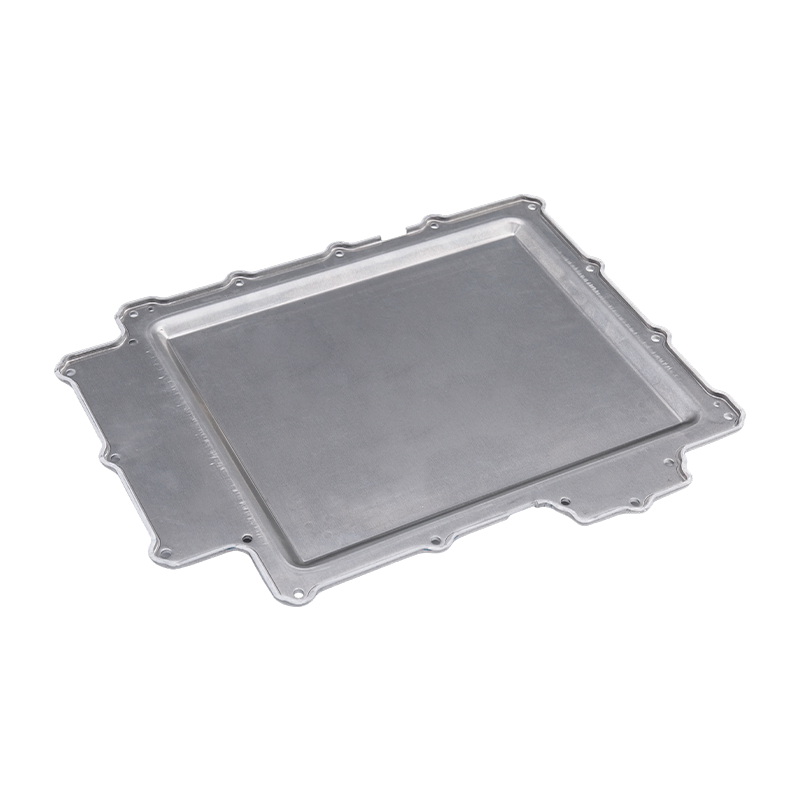
Stempelonderdelen voor batterijdeksel
Onze stempelonderdelen voor batterijdeksels zij...
-

Stempelonderdelen voor zware vrachtwagens
Onze stempelonderdelen voor zware vrachtwagens ...
-
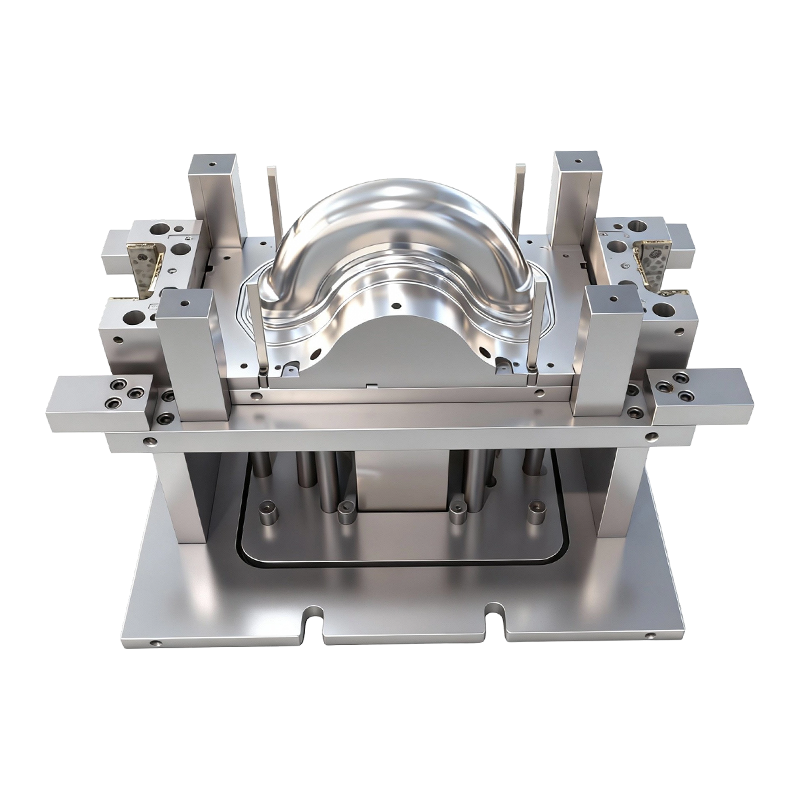
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
-
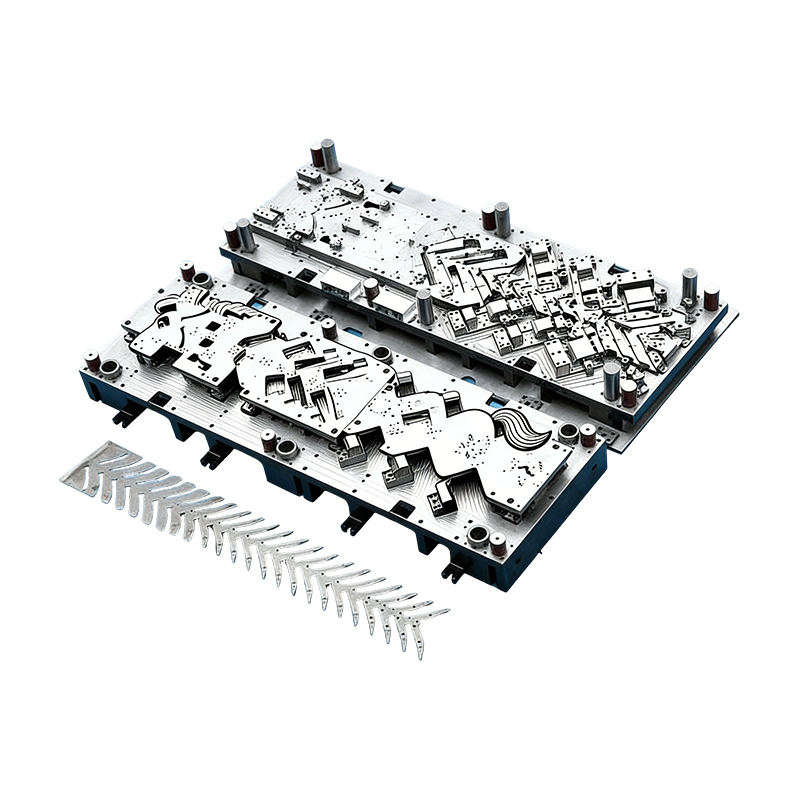
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Stempelonderdelen voor autostoelen: uiterst nauwkeurige productie, belasting en materiaalkeuze
Stempelonderdelen voor autostoelen: uiterst nauwkeurige productie, belasting en materiaalkeuze
2026-06-04
Een autodeurpaneel moet vlak aansluiten en er goed uitzien. Het stempelen van een stoelframe moet aanzienlijk meer doen: het moet het statische gewicht van een inzittende over honderdduizenden cycli dragen, de dynamische krachten van hard remmen en ruwe wegen absorberen, en zijn geometrie precies genoeg behouden zodat het gordelanker, het fauteuilmechanisme en de schuifrail allemaal correct kunnen worden gemonteerd en functioneren. Die combinatie van structurele, vermoeiings- en maatvereisten zorgt ervoor stempelonderdelen voor autostoelen een van de meest veeleisende componenten die een precisie-metaalstamper zal produceren - en een duidelijke indicatie van de technische diepgang van een fabrikant.
Dit artikel onderzoekt de vijf technische dimensies die bepalen of een stoelframe-stempel betrouwbaar presteert gedurende de hele levensduur van het voertuig: tolerantievereisten, materiaalkeuze, matrijsprecisie, belastingsprestaties en compatibiliteit met meerdere voertuigen.

Waarom stempelonderdelen voor autostoelen met strengere toleranties te maken hebben dan de meeste carrosserieonderdelen
Stempels van carrosseriepanelen worden voornamelijk beoordeeld op uiterlijk en pasvorm van het oppervlak. Er is een opening zichtbaar die 0,5 mm te breed is; een opening die 0,3 mm te smal is, veroorzaakt een montage-interferentie. Beide zijn onaanvaardbaar, maar geen van beide is een veiligheidsprobleem. Het stempelen van stoelframes werkt in een fundamenteel andere faalmodus: maatfouten in een structureel onderdeel planten zich voort in een verminderd draagvermogen, verkeerd uitgelijnde veiligheidskritische interfaces en voortijdige vermoeidheidsscheuren.
Overweeg de montagebeugel van het fauteuilmechanisme. De boutgaten moeten binnen een fractie van een millimeter worden gepositioneerd om ervoor te zorgen dat de fauteuil gelijkmatig over de volledige verstelboog in de grendeltanden grijpt. Een verschoven gatenpatroon zorgt voor een excentrische belasting op het vergrendelingsmechanisme – niet meteen duidelijk, maar geleidelijk aan verslechterend gedurende de levensduur van de stoel. Dezelfde logica is van toepassing op de bevestigingspunten van de schuifrails, die de belasting van de inzittenden symmetrisch over beide rails moeten verdelen; elke asymmetrie concentreert de spanning op één hulpstuk en versnelt slijtage of vermoeiingsuitval.
De tolerantienorm voor stempelonderdelen voor autostoelen vervaardigd volgens veiligheidsnormen voor auto's is daarom strakker dan algemene lichaamsstempels - en wordt niet alleen afgedwongen bij de eerste artikelinspectie, maar tijdens productieruns, omdat variatie tussen vroege en late productieonderdelen de doorvoer van de assemblagelijn en de aanpassingstijd aan het einde van de lijn beïnvloedt.
Hoogwaardig staal versus aluminiumlegering: het juiste materiaal kiezen voor het stempelen van het stoelframe
De materiaalbeslissing voor het stempelen van het stoelframe is niet een enkele keuze die op de hele stoel wordt toegepast; het is een optimalisatie per component die de sterkte-eisen in evenwicht brengt, de complexiteit, de gewichtsdoelstellingen en de kosten vormt.
Hoogwaardig staal blijft het dominante materiaal voor structurele stoelframecomponenten. Geavanceerde hoogsterkte staalsoorten (AHSS) met treksterktes van 600–1.500 MPa bieden de vloeigrens die nodig is voor fauteuilbeugels, verstevigingen van de zitting en rugleuningframes om de achterwaartse koppelbelasting van 530 Nm, gespecificeerd in de veiligheidsnormen voor autostoelen, te weerstaan zonder permanente vervorming. De hoge stijfheid van het materiaal is ook bestand tegen de buigmomenten die ontstaan wanneer de krachten van de veiligheidsgordels door het stoelframe worden overgebracht tijdens een frontale botsing. De wisselwerking is dat hogesterktestaalsoorten een capabeler gereedschap vereisen - hoger perstonnage, precisiematrijsmaterialen en zorgvuldig beheer van de kracht van de blanco houder - omdat hun verminderde ductiliteit in vergelijking met zacht staal minder ruimte laat voor vormfouten voordat er scheuren optreden.
Aluminiumlegering wordt steeds vaker gespecificeerd voor stoelcomponenten waarbij gewichtsreductie de prioriteit heeft, vooral bij elektrische voertuigen waar de efficiëntie van de actieradius de hogere materiaal- en gereedschapskosten rechtvaardigt. Stempels van aluminium stoelframes kunnen het gewicht van de componenten met 30-40% verminderen in vergelijking met stalen equivalenten. De uitdaging is dat de lagere vloeigrens van aluminium doorgaans dikkere secties of ontwerpversterking vereist om gelijkwaardige structurele prestaties te bereiken, waardoor het gewichtsvoordeel gedeeltelijk wordt gecompenseerd. De grotere terugvering tijdens het vormen vereist ook een nauwkeurigere matrijscompensatie en een nauwere procescontrole om de maatnauwkeurigheid te behouden.
In de praktijk combineren stoelconstructies vaak beide: hoogsterkte staal voor primaire belastingspaden (rugframe, ligstoelbeugel, verankering veiligheidsgordel) en aluminiumlegering voor secundaire constructies waar gewichtsvermindering een duidelijk voordeel heeft en piekbelastingen lager zijn (zijliggers kussen, hoofdsteungeleidingsbeugels).
Hoe uiterst nauwkeurige stempelmatrijzen het draagvermogen bepalen
De mechanische eigenschappen van een gestanst zitframedeel worden deels bepaald door de grondstof en deels door het stempelproces zelf. Een matrijs die een inconsistente wanddikte produceert – door ongelijke kracht van de blanco houder, versleten stempelradii of onnauwkeurige speling tussen stempel en matrijs – zorgt voor plaatselijke verdunning in het gestempelde onderdeel. Deze dunne zones worden spanningsconcentraties: de eerste locaties die bezwijken onder statische overbelasting en de startlocaties voor vermoeiingsscheuren onder cyclische belasting.
Dit is de directe mechanische verbinding tussen matrijsprecisie en draagvermogen van de stoelstempel . Een matrijs die met een nauwkeurigheid van 0,002 mm op de kritische vormoppervlakken is bewerkt, produceert onderdelen met een consistente wanddikte over de gehele trekdiepte. De belasting van de inzittenden wordt gelijkmatig over de sectie verdeeld, de werkspanningen blijven ruim onder de vermoeidheidslimiet van het materiaal en het onderdeel voldoet aan de beoogde levensduur. Een matrijs met versleten of onnauwkeurig bewerkte stralen produceert onderdelen waar de verdunning geconcentreerd is, lokale spanningen verhoogd zijn en de levensduur tegen vermoeiing wordt verkort - vaak zonder enige vormafwijking die kan worden gedetecteerd door routine-inspectie.
Randkwaliteit heeft dezelfde betekenis. Bramen en microscheurtjes op geponste randen door bot of slecht passend gereedschap fungeren als scheurinitiatielocaties. Onder de cyclische belasting van normaal rijden – trillingen van het wegdek, stoelverstellingscycli, in- en uitstappen van passagiers – planten deze randdefecten zich voort in vermoeiingsscheuren in het basismateriaal. Gladde, goed ondersteunde snijkanten, geproduceerd door precisiegereedschap, elimineren deze storingsmodus.
Voor dieptrekmatrijzen voor auto's en elektrische voertuigen voor stoelframecomponenten , de ontwerp- en productiekwaliteit van het gereedschap zijn daarom niet te scheiden van de structurele prestaties van de onderdelen die het produceert.
Statische en dynamische belastingsprestaties: welke stoelstempelonderdelen moeten weerstaan
Het stempelen van het stoelframe kent drie verschillende belastingcategorieën, elk met verschillende implicaties voor het ontwerp en de materiaalspecificaties.
Statische belastingen vertegenwoordigt het aanhoudende gewicht van de inzittende – doorgaans 75–100 kg voor een enkele inzittende, en werkt continu via het zitkussen en de rugleuning. Deze belastingen bepalen het minimale dwarsdoorsnedeoppervlak en de vloeisterkte van het materiaal die nodig zijn om permanente vervorming tijdens normaal gebruik te voorkomen. De prestaties bij statische belasting zijn eenvoudig te testen en te verifiëren, en de meeste fouten bij het stampen van stoelen die worden toegeschreven aan "statische overbelasting" zijn feitelijk vermoeidheidsfouten die al een tijdje aan het versnellen zijn voordat er zichtbare vervorming optreedt.
Dynamische belastingen ontstaan door acceleratie, remmen, bochtenwerk en onregelmatigheden in het wegdek. Tijdens hard remmen bij een vertraging van 1 g genereert de voorwaartse traagheid van een inzittende van 75 kg een belasting van ongeveer 750 N via de rugleuning en in het leunmechanisme en de stempels van het rugleuningframe. Op ruw wegdek zijn verticale versnellingen van 2 tot 3 g mogelijk, waarbij het stoelframe tijdens de levensduur van het voertuig duizenden uren lang met frequenties van 1 tot 20 Hz ronddraait. Trillingsweerstand – het vermogen van de gestempelde structuur om zijn geometrie en mechanische eigenschappen te behouden onder deze cyclische belasting – is een prestatiedimensie die vaak wordt onderschat bij initiële ontwerpbeoordelingen, maar zichtbaar wordt bij duurzaamheidstests op lange termijn.
Crashladingen representeren de slechtste situatie. Bij een frontale botsing van 50 km/u met de veiligheidsgordel belast, moet het stoelframe de kinetische energie van de inzittende naar de voertuigstructuur overbrengen zonder te breken of verplaatsing van de stoel mogelijk te maken waardoor de inzittende gewond zou kunnen raken. Deze belastingen zijn een orde van grootte hoger dan dynamische aandrijfbelastingen, en de gestempelde delen in het veiligheidsgordelanker, het rugframe en het vergrendelingsmechanisme van de schuifrail bevinden zich allemaal in het primaire belastingspad.
Om aan alle drie de belastingscategorieën tegelijkertijd te kunnen voldoen, is het nodig dat het stempelproces zowel maatnauwkeurigheid als consistente mechanische eigenschappen oplevert. Daarom zijn traceerbaarheid van materialen en controle van de dikte tijdens het proces standaardvereisten in de toeleveringsketens van autostoelonderdelen.
Compatibiliteit met meerdere voertuigen en vereisten voor maatnauwkeurigheid van OEM's
Een leverancier van stoelstempels bedient zelden één enkel voertuigplatform. OEM-klanten en Tier 1-stoelfabrikanten kopen gestempelde componenten die op meerdere voertuiglijnen moeten passen, vaak met verschillende afmetingen, montageconfiguraties en veiligheidsbelastingsvereisten. Het beheren van deze multi-platform complexiteit zonder dat de gereedschapskosten toenemen, is een van de kerncompetenties die capabele stempelleveranciers onderscheidt van grondstoffenverwerkers.
De basis van compatibiliteit met meerdere voertuigen is maatnauwkeurigheid op individueel kenmerkniveau – en niet alleen op de algehele onderdeelgeometrie. Gatpositietoleranties van ±0,15 mm of nauwer op de montage- en locatiekenmerken zorgen ervoor dat hetzelfde gestempelde onderdeel correct in verschillende stoelframe-architecturen wordt gemonteerd zonder dat handmatige aanpassing of nabewerking nodig is. Dit nauwkeurigheidsniveau kan alleen worden bereikt als de matrijs is ontworpen met de juiste datumreferenties, machinaal is bewerkt met nauwe toleranties en is gevalideerd met een volledige inspectie van het eerste artikel aan de hand van het CAD-model van de klant vóór de lancering van de productie.
Op maat gemaakt matrijsontwerp is in deze context geen overheadkosten; het is het mechanisme waarmee maatnauwkeurigheid en compatibiliteit met meerdere voertuigen worden bereikt. Een matrijs die specifiek is ontworpen voor de geometrie van een onderdeel, met kenmerkposities en spelingen die zijn afgestemd op de vormvereisten van het onderdeel, zal consistent onderdelen produceren die correct worden gemonteerd. Een generieke of aangepaste matrijs zal voortdurend moeten worden gesorteerd, opgevuld of aangepast om een aanvaardbare dimensionale output te behouden.
De volledig assortiment auto-stempelonderdelen bij SQS wordt geproduceerd uit matrijzen die in eigen huis zijn ontworpen en vervaardigd, waardoor wordt gegarandeerd dat de maatvereisten van het voertuigplatform van elke klant vanaf het begin in de gereedschappen worden geïntegreerd in plaats van dat ze tijdens de productie worden gecompenseerd.
SQS's geïntegreerde productievoordeel voor matrijzen en onderdelen voor het stempelen van zittingen
De conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. exploiteert beide functies onder één dak. Hetzelfde technische team dat de stempelmatrijs voor een stoelframeonderdeel ontwerpt, beheert ook de pers die de onderdelen produceert. Wanneer er tijdens de productie een dimensionale afwijking optreedt – zoals tijdens de levensduur van een matrijs door geleidelijke slijtage het geval zal zijn – is de reactie een geïnformeerde matrijscorrectie in plaats van een procesoplossing. Het resultaat is een consistentere kwaliteit van de onderdelen gedurende de hele productierun en een snellere weg naar de hoofdoorzaak wanneer er non-conformiteiten optreden.
De productie-infrastructuur van SQS ondersteunt deze integratie op het precisieniveau dat het stempelen van autostoelen vereist. Draadvonkmachines afkomstig uit Japan bereiken een bewerkingsnauwkeurigheid binnen 0,002 mm op matrijskenmerken, waardoor wordt gegarandeerd dat de vormoppervlakken die de wanddikte, randkwaliteit en gatpositie bepalen, binnen de toleranties worden gehouden die het onderdeelontwerp vereist. Een persvloot van 80T tot 400T bestrijkt het volledige scala aan stoelframe-stempelgeometrieën, van kleine beugelcomponenten tot volledige rugframestructuren. Met meer dan 15 jaar ervaring in het bedienen van OEM-klanten en Tier 1-autotoeleveranciers, en een team van 60 technische medewerkers die zich toeleggen op matrijsontwerp, productie en kwaliteitsborging, biedt SQS de technische diepgang waar stempelprogramma's voor stoelframes om vragen.
Voor OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Vorig bericht
Metalen stempelonderdelen voor huishoudelijke apparaten: materialen, precisie en aangepaste oplossingen
Volgende bericht
Ontwerp van dieptrekmatrijzen: gids voor stansen, matrijzen, speling en meertrapsreductie
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
