-
Stempelonderdelen voor batterijdeksel
Onze stempelonderdelen voor batterijdeksels zij...
-

Stempelonderdelen voor motorbehuizingen voor auto's
Stempelonderdelen voor motorbehuizingen voor au...
-
Stempelonderdelen voor autostoelen
Stempelonderdelen voor autostoelen zijn metalen...
-

Stempelonderdelen voor zware vrachtwagens
Onze stempelonderdelen voor zware vrachtwagens ...
-
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
-
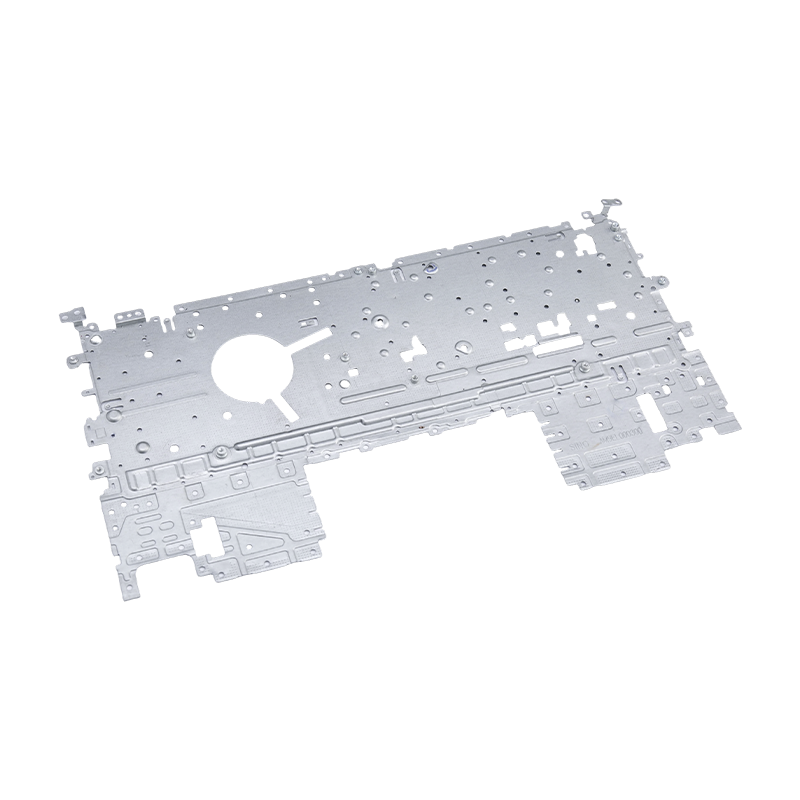
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Stempelonderdelen voor batterijdeksel voor behuizingen van EV- en energieopslagbatterijen
Stempelonderdelen voor batterijdeksel voor behuizingen van EV- en energieopslagbatterijen
2026-06-16
Een accupakket dat in het veld faalt, faalt zelden vanwege de cellen. Vaker is de hoofdoorzaak een deksel dat niet goed afdichtte, een flens die niet goed uitgelijnd was, of een montagenok die barstte onder trillingen. Het stempelen van batterijdeksels vormt de eerste lijn van structurele en ecologische verdediging voor elk EV-, industrieel en energieopslagbatterijsysteem – en de tolerantienormen waaraan ze moeten voldoen zijn aanzienlijk aangescherpt naarmate de spanningen en de energiedichtheden zijn gestegen.
Dit artikel behandelt de materialen, processen, maatvereisten en aanpassingsopties die een productieklaar stempelonderdeel voor een batterijdeksel definiëren - en wat u moet verifiëren bij het kwalificeren van een leverancier.

Wat de stempelonderdelen van het batterijdeksel eigenlijk doen
Het deksel van een batterijbehuizing heeft drie gelijktijdige taken. Structureel moet het zijn geometrie behouden onder de mechanische belastingen van voertuigassemblage, trillingen van de weg en thermische cycli zonder de cellen eronder te vervormen of spanning over te brengen. Vanuit milieuoogpunt moet het een IP67- of IP68-afdichtingsintegriteit bereiken en behouden, wat betekent dat er geen stof binnendringt en geen water binnendringt bij langdurige onderdompeling. Functioneel gezien moet het nauwkeurig samenwerken met de batterijbehuizing, de hoogspanningsconnector en eventuele koelkanalen die in het pakketontwerp zijn geïntegreerd.
Het voldoen aan alle drie de eisen in één enkel gestempeld onderdeel – in plaats van een machinaal of gegoten alternatief – maakt diepgetrokken stempelen tot het voorkeursproces voor de productie van grote hoeveelheden batterijen. Stempelen levert op consistente afmetingen en nauwe toleranties (±0,01 mm – ±0,05 mm) met productiesnelheden die gieten en machinaal bewerken niet kunnen evenaren, terwijl de kosten per onderdeel laag genoeg blijven voor OEM-toeleveringsketens die op grote schaal kunnen opereren.
Materiaalkeuze: koudgewalst staal, aluminiumlegering of roestvrij staal
De keuze van het substraatmateriaal bepaalt het plafond voor elke prestatiemaatstaf die de afdekking kan bereiken: corrosieweerstand, gewicht, vervormbaarheid, lasbaarheid en kosten. Drie materiaalfamilies domineren de toepassingen van batterijafdekkingen.
Koudgewalst staal biedt een hoge treksterkte en uitstekende vervormbaarheid tegen lage grondstofkosten. Het is de standaardkeuze voor industriële batterijbehuizingen en energieopslagsystemen waarbij gewicht een secundaire zorg is en structurele stijfheid de primaire vereiste. Oppervlaktebehandelingen na het stempelen – verzinken, e-coaten of poedercoaten – worden doorgaans toegepast om te voldoen aan de doelstellingen op het gebied van corrosiebestendigheid.
Aluminiumlegeringen, met name kwaliteiten 3003 en 5052, zijn het dominante materiaal in EV-batterijhoezen, waarbij het gewicht van het pakket rechtstreeks van invloed is op de actieradius van het voertuig. Legering 3003 biedt goede vervormbaarheid en matige sterkte, waardoor het zeer geschikt is voor dekkingsgeometrieën met geringe trekkracht. Legering 5052 biedt een hogere sterkte en superieure corrosieweerstand, wat de voorkeur heeft voor afdekkingen die zijn blootgesteld aan condensatie, koelvloeistof of spatwater. Beide kwaliteiten dieptrekken schoon en zijn geschikt voor anodisatie of conversiecoating voor extra bescherming.
Roestvrij staal is gespecificeerd voor toepassingen die inherente corrosieweerstand vereisen zonder aanvullende oppervlaktebehandeling - stationaire energieopslagsystemen in vochtige omgevingen, scheepsaccu's of elke toepassing waarbij de hechting van de coating niet kan worden gegarandeerd gedurende de levensduur van het product. De hogere hardingssnelheid vereist zorgvuldig ontworpen gereedschap om terugveren te voorkomen en de dimensionele stabiliteit na het vormen te behouden.
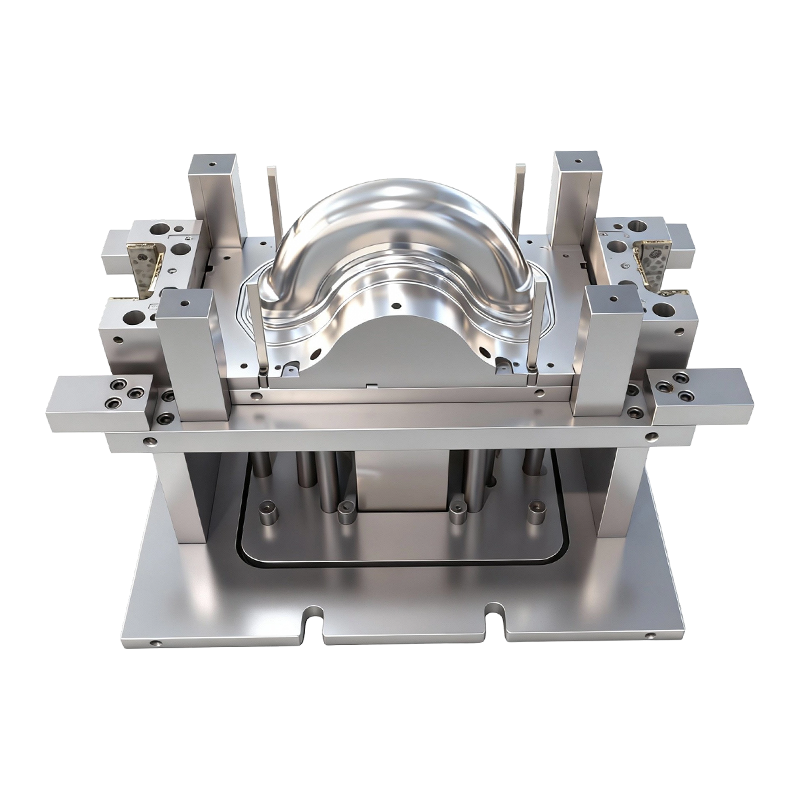
Dieptrek- en geavanceerde stempelprocessen
De meeste batterijdeksels zijn geen eenvoudige platte blanco's. Ze bevatten verzonken afdichtingskanalen, verhoogde flenzen, geïntegreerde nokken en complexe contouren die meertraps progressieve of transfermatrijsstempelsequenties vereisen. Dieptrekken – een vlakke plaat metaal in een driedimensionale vorm trekken met behulp van een pons en een matrijs – is de kernbewerking, maar het voltooide onderdeel passeert doorgaans extra stations voor het bijsnijden, doorboren, munten en flenzen voordat het de pers verlaat.
Procescontrole op elk station bepaalt of het voltooide onderdeel aan de tolerantie voldoet. De druk van de blanco houder regelt de materiaalstroom en voorkomt kreuken; Door onvoldoende druk kan de flens knikken, terwijl overmatige druk scheuren veroorzaakt bij de trekradius. Smeermanagement heeft invloed op de toestand van het oppervlak — een gladde oppervlakteafwerking van Ra ≤ 0,8μm is haalbaar op aluminium en stalen substraten wanneer de gereedschapsgeometrie en de dikte van de smeerfilm correct op elkaar zijn afgestemd.
Nulbraamtolerantie is een niet-onderhandelbare vereiste voor batterijdeksels. Een braam op een afdichtingsgroef onderbreekt het contactoppervlak van de pakking en creëert een lekpad; een braam op een interne rand kan in de celstapel migreren. Om bij massaproductie consistent braamvrije randen te verkrijgen, zijn gereedschappen met nauwe spelingen nodig (doorgaans 5-8% van de materiaaldikte voor staal, iets breder voor aluminium) en regelmatige matrijsinspectie-intervallen die zijn afgestemd op het productievolume.
Afdichtingsprestaties: IP67- en IP68-vereisten
IP67 vereist dat de behuizing bestand is tegen onderdompeling in maximaal één meter water gedurende dertig minuten zonder binnendringen. IP68 breidt dit uit tot continue onderdompeling op een diepte die is overeengekomen tussen de fabrikant en de eindgebruiker – gewoonlijk 1,5 meter gedurende 30 minuten in automobieltoepassingen, hoewel EV-OEM’s vaak veeleisender omstandigheden specificeren.
Het behalen van deze waarden met een gestempeld deksel hangt af van drie factoren: de vlakheid van de afdichtingsflens, de oppervlakteafwerking van de groef of kraal die contact maakt met de pakking, en de maatconsistentie van het boutgatpatroon dat de afdichting samendrukt. Een afwijking in de vlakheid van de flens van zelfs 0,1 mm over een lange afdichtingsrun is voldoende om een opening te creëren waarin water onder druk kan binnendringen. Dit is de reden dat de maattolerantie bij afdichtingskenmerken kleiner wordt gehouden dan bij structurele kenmerken: doorgaans ±0,01 mm op de groefdiepte en de breedte van de afdichtingsrups.
Onze precisie-stempelonderdelen voor auto's en EV-batterijen zijn vervaardigd met een afdichtingsgroefgeometrie die is gevalideerd op basis van de specificaties van de pakkingleverancier voordat het productiegereedschap is voltooid, waardoor de risico's op compressie-set en lekpad worden geëlimineerd die voortkomen uit het niet overeenkomen van het ontwerp van de nominale afmetingen met de nominale afmetingen van het gereedschap.
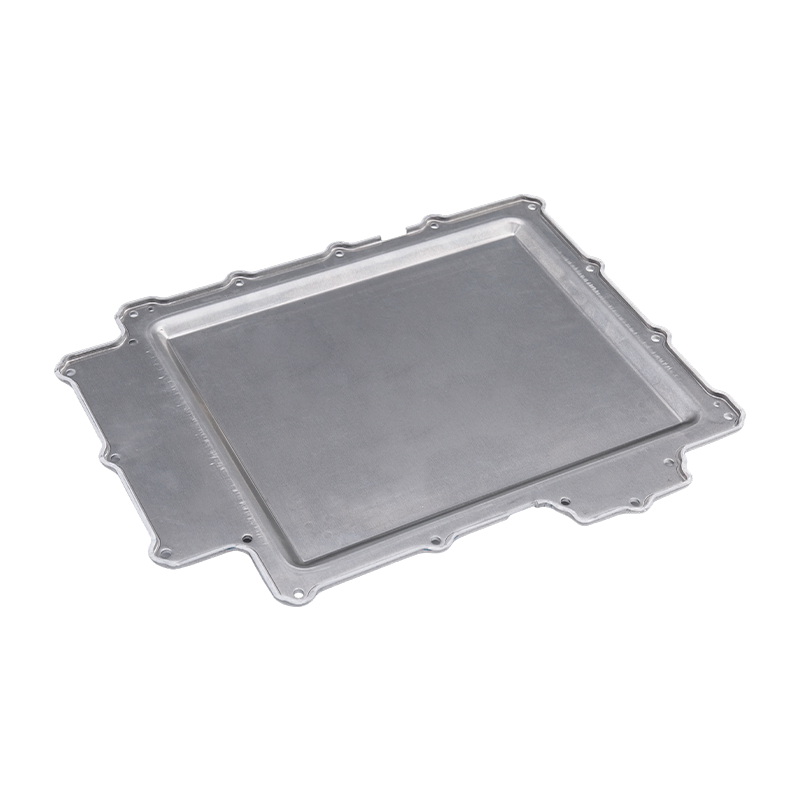
Onze Battery Cover Stamping Parts: Specification Overview
Onze battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
De onderdelen hebben een gladde oppervlakteafwerking (Ra ≤ 0,8 μm), zonder braamtolerantie en zonder vervorming, waardoor de batterijkernen effectief worden beschermd tegen stof, vocht en externe schokken, terwijl de IP67/IP68-afdichtingsintegriteit wordt bereikt. Ze ondersteunen een naadloze integratie met batterijbehuizingen en kunnen worden aangepast met geïntegreerde montagenokken, afdichtingsgroeven, gaten, flenzen of buigstructuren op basis van specifieke installatiebehoeften, inclusief voorzieningen voor hoogspanningsconnectoren en koelingsinterfaces.
Met uitstekende structurele stabiliteit en corrosieweerstand verbeteren deze EV-batterijstempelonderdelen de algehele veiligheid en duurzaamheid van batterijsystemen. Ze zijn geschikt voor massaproductie (500.000 – 10 miljoen onderdelen/jaar) , waardoor kosteneffectiviteit en betrouwbare levering voor OEM's en fabrikanten van batterijen worden gegarandeerd, ondersteund door IATF 16949-kwaliteitscertificering.
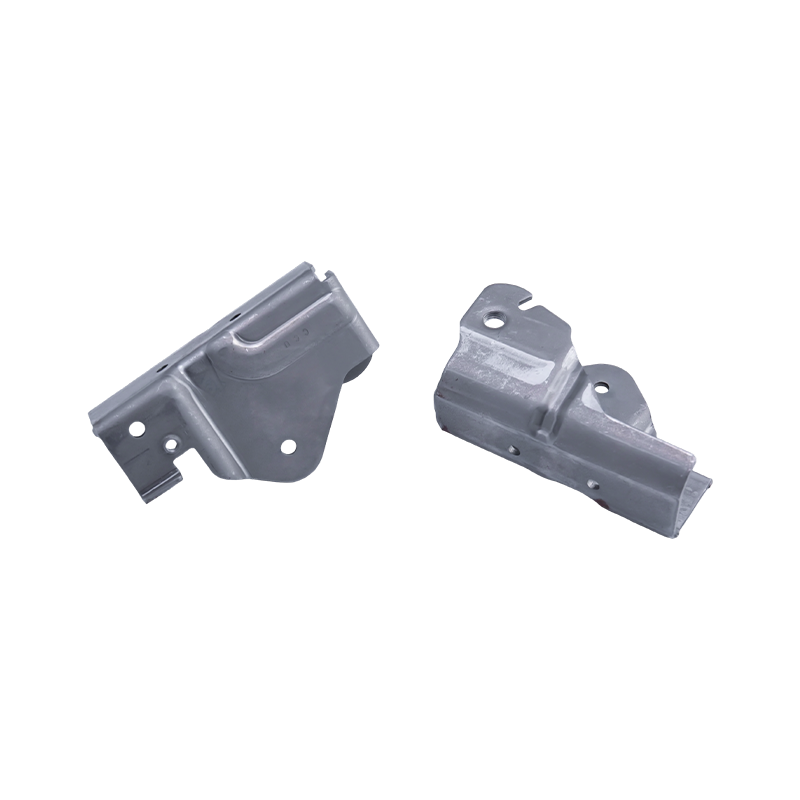
Maatwerk: bazen, groeven, flenzen en functionele interfaces
Geen twee ontwerpen van batterijpakketten delen een identieke covergeometrie. EV-platforms verschillen qua celformaat (cilindrisch, prismatisch, buidel), module-opstelling, architectuur voor thermisch beheer en positionering van de connectoren – en elke variatie plant zich voort in het hoesontwerp als een andere combinatie van functies.
De meest voorkomende aanpassingsvereisten vallen in vijf categorieën. Montage bazen — verhoogde pads met gaten met schroefdraad of speling — plaats het deksel op de batterijbehuizing en verdeel de klemkracht weg van de afdichtingsinterface. Afdichtingsgroeven moeten qua breedte, diepte en straal overeenkomen met de pakking- of O-ringspecificatie, met toleranties die strak genoeg zijn om de gespecificeerde compressieverhouding over het volledige productiebereik te garanderen. Uitsparingen en gaatjes voor connectoren, ventilatieopeningen en sensoren moeten ten opzichte van de afdichtingsrand worden geplaatst met dezelfde nauwkeurigheid als de passende kenmerken van het deksel op de behuizing. Flenzen en buigconstructies voeg stijfheid toe, creëer assemblage-locatievoorzieningen of vorm bevestigingspunten voor aangrenzende modules. Koelinterfaces — uitsparingen of doorvoeren die het deksel verbinden met een vloeistofkoelcircuit — vereisen een bijzonder nauwkeurige dimensionele controle om een lekvrije aansluiting op de koelspruitstukken te garanderen.
Al deze functies zijn haalbaar binnen het dieptrek- en progressief-stempelproces. De cruciale voorwaarde is dat gereedschap vanaf het begin wordt ontworpen met productietoleranties in gedachten, en niet met nominale afmetingen - omdat een kenmerk dat geometrisch correct is op een 3D-model, maar nominaal is bewerkt zonder marge voor procescapaciteit, afkeur zal opleveren zodra de procesomstandigheden afwijken.
Onze ontwerpmogelijkheden voor dieptrekmatrijzen voor auto's en elektrische voertuigen ervoor te zorgen dat elke aangepaste functie is ontworpen voor productiestabiliteit vanaf de eerste matrijsproef, waardoor de iteratiecycli tussen de goedkeuring van het prototype en de lancering van de massaproductie worden verkort.
Massaproductiecapaciteit en kwaliteitsborging
Batterij-OEM's en Tier 1-leveranciers hebben meer nodig dan een onderdeel dat een monsterinspectie doorstaat. Ze hebben een toeleveringsketen nodig die in staat is om te leveren 500.000 tot 10 miljoen of meer onderdelen per jaar met consistente kwaliteit, voorspelbare doorlooptijden en een kwaliteitsmanagementsysteem dat de gegevens genereert die nodig zijn ter ondersteuning van klantaudits en indieningen bij de toezichthouders.
IATF 16949-certificering is de basiskwaliteitsnorm voor toeleveringsketens in de automobielsector. Het schrijft voor dat statistische procescontrole, meetsysteemanalyse en goedkeuringsprocessen voor productieonderdelen aanwezig en gedocumenteerd zijn – niet alleen bij de lancering van de leverancier, maar continu gedurende de hele productierun. Specifiek voor het stempelen van batterijdeksels betekent dit dat kritische afmetingen op het gebied van afdichting, vlakheid van de flens en gatpositie worden gemeten op een gedefinieerd bemonsteringsplan voor elke productiepartij, waarbij de resultaten worden getand en beoordeeld aan de hand van controlelimieten.
Bij productievolumes boven een paar honderdduizend onderdelen per jaar wordt automatisering van het stempelen essentieel voor het behouden van de consistentie. Dankzij de servoperstechnologie kunnen kracht en positie in elke fase van de slag worden gecontroleerd, waardoor materiaaldiktevariatie en matrijsslijtage worden gecompenseerd op een manier die mechanische persen met vaste snelheid niet kunnen. Onze automatiseringsapparatuur voor stempelen integreert perscontrole, in-matrijsdetectie en onderdeelinspectie om de dimensionele stabiliteit tijdens lange productieruns te behouden zonder de tussenkomst van de operator te vergroten.
Certificering van binnenkomend materiaal, inspectierapporten van het eerste artikel, rapporten van maatmetingen en verificatie van de oppervlakteafwerking worden geleverd als standaarddocumentatie voor elke productieorder, waardoor inkoop- en kwaliteitsteams de traceerbaarheidsgegevens krijgen die nodig zijn om hun eigen klantverplichtingen te ondersteunen.
Kwalificeren van een leverancier van stempels voor batterijdeksels: wat u moet verifiëren
Het kwalificatieproces van de leverancier voor het stempelen van batterijdeksels moet verder gaan dan een voorbeeldbeoordeling. Dit zijn de gebieden die bepalen of een leverancier de kwaliteit op volume kan handhaven en niet alleen aanvaardbare monsters kan produceren.
Eigendoms- en onderhoudsprogramma voor gereedschappen. Bevestig wie de eigenaar is van de productiegereedschappen en wat het onderhoudsinterval van de matrijzen is. Een leverancier die het onderhoud uitstelt om de uptime van de pers te maximaliseren, zal uiteindelijk zonder waarschuwing onderdelen produceren die buiten de toleranties vallen.
Meetmogelijkheden op afdichtingskenmerken. Vraag naar R&R-gegevens over de metingen van de afdichtingsgroef en de vlakheid van de flens. Een meetsysteem met meer dan 10% variatie ten opzichte van de tolerantieband kan niet op betrouwbare wijze conforme en niet-conforme onderdelen onderscheiden.
Traceerbaarheid van materialen. Aluminium en staal van batterijkwaliteit moeten herleidbaar zijn tot het fabriekscertificaat. Voor IATF-gecertificeerde toeleveringsketens is dit verplicht; voor niet-automobieltoepassingen is dit nog steeds de enige manier om te verifiëren dat het materiaal voldoet aan de gespecificeerde legering en temperatuur.
Overgangsproces van prototype naar productie. Een leverancier met een gedocumenteerd APQP-proces (Advanced Product Quality Planning) zal potentiële procesfouten identificeren voordat er wordt gesneden in de productietools, waardoor het risico op een lanceringsvertraging wordt verkleind als gevolg van een ontwerp-voor-productie-probleem dat zichtbaar was op de tekening maar nooit escaleerde.
Voor batterij-OEM's en fabrikanten die stempelpartners evalueren, onze aangepaste stempelontwikkeling en kwalificatiediensten zijn precies rond deze vereisten gestructureerd – van de eerste DFM-beoordeling via PPAP-indiening tot aan de stabiele productie.
Vorig bericht
High-Hardness Alloy Steel in Stamping Dies
Volgende bericht
Metalen stempelonderdelen voor huishoudelijke apparaten: materialen, precisie en aangepaste oplossingen
Onze Producten.
Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
