-
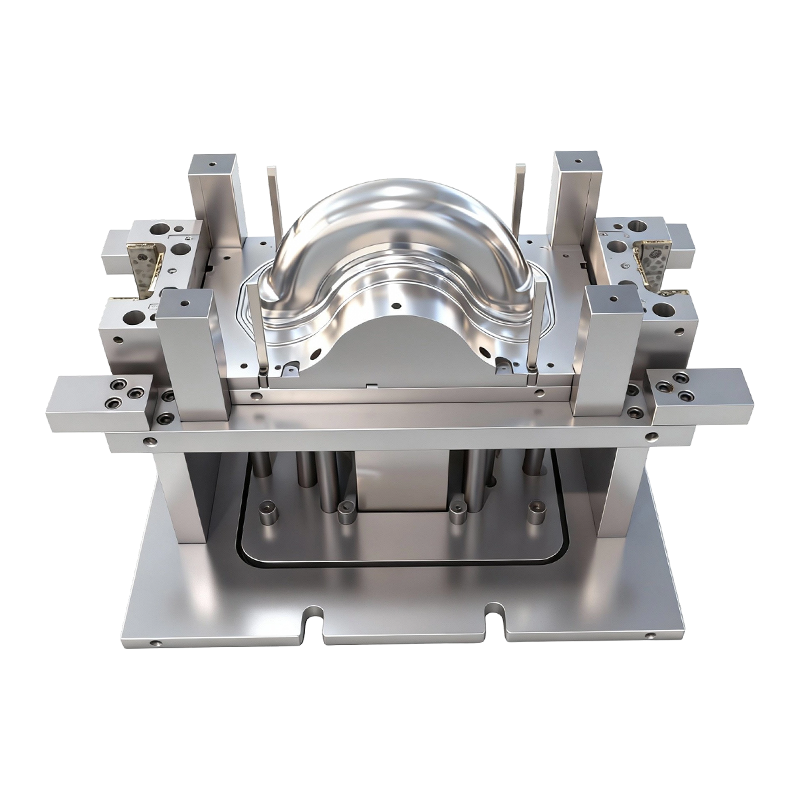
Dieptrekmal voor voor- en achterwielen van tweewielige elektrische voertuigen
Deze dieptrekmal voor voor- en achterwielen van...
-
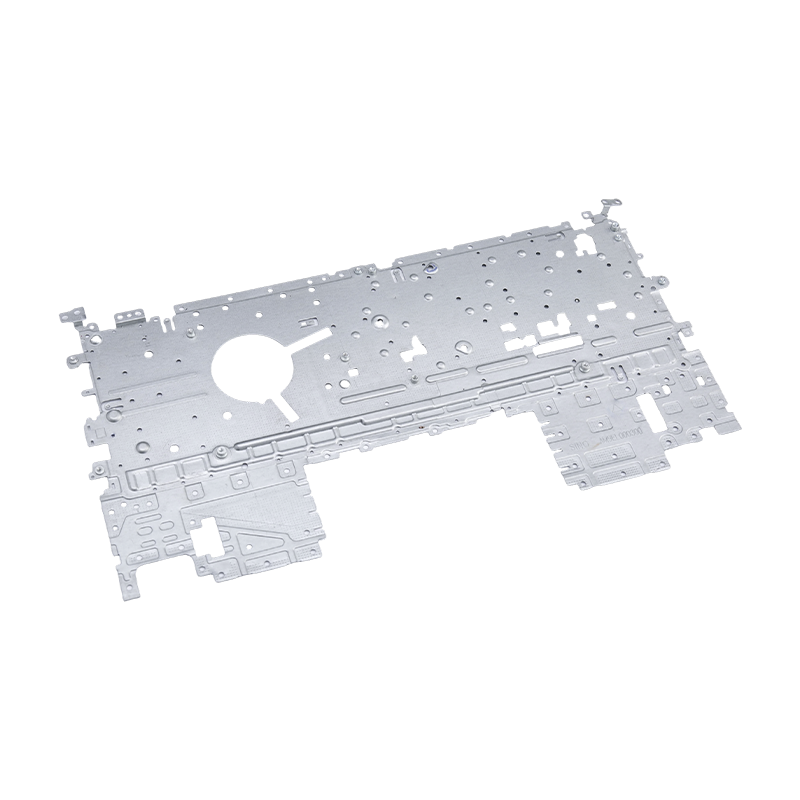
Onderdelen voor het stempelen van laptops
Onze laptopstempelonderdelen zijn met precisie ...
-
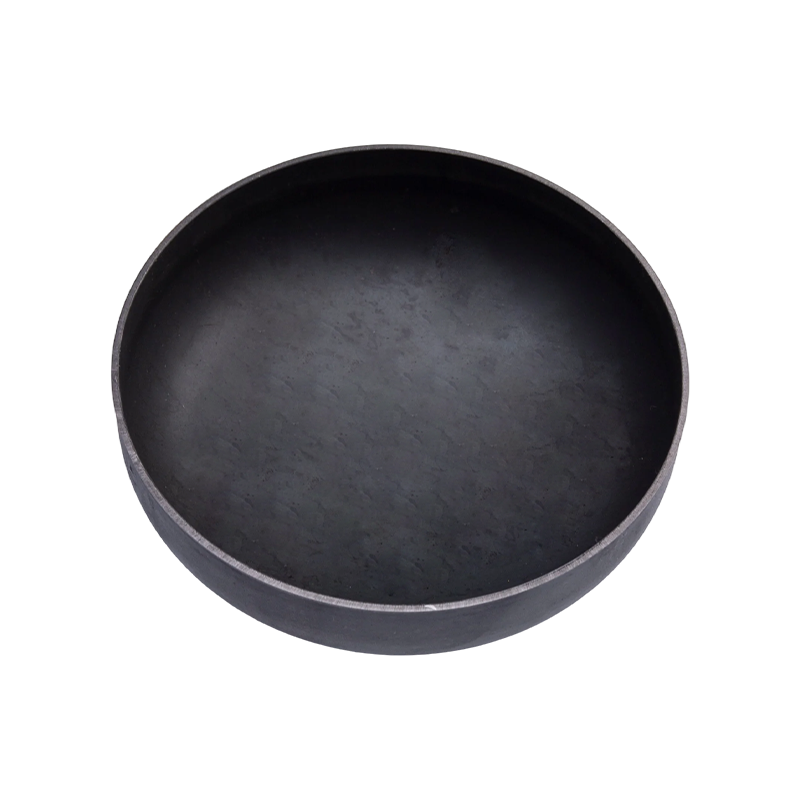
Onderdelen voor het stempelen van benzinetanks
Onderdelen voor het stempelen van gastanks zijn...
-
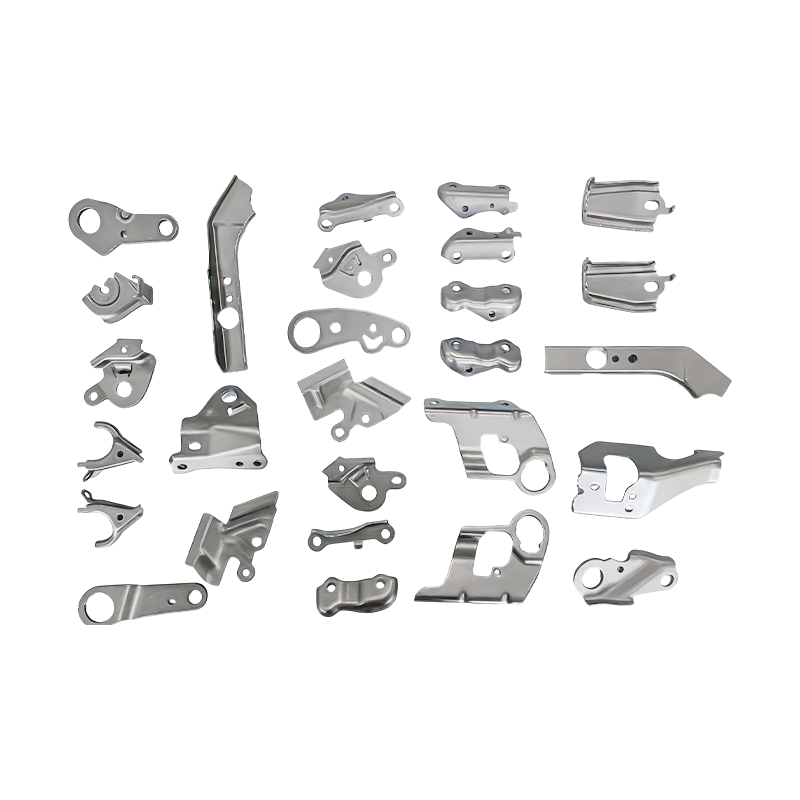
Kleine auto-onderdelen, progressieve stempelonderdelen
Onze progressieve stempelonderdelen voor kleine...
-
Progressieve mallen voor auto-onderdelen
Deze continumatrijs voor motorbehuizingen voor ...
Industrie nieuws
Thuis / Nieuws / Industrie nieuws / Wat is het verschil tussen progressieve en transfermetalen stempelmatrijzen?
Wat is het verschil tussen progressieve en transfermetalen stempelmatrijzen?
2026-02-25
Hoe elk matrijstype materiaal door de pers verplaatst
Het meest fundamentele verschil tussen progressieve en overdrachtsmatrijzen ligt in de manier waarop het werkstuk van het ene vormstation naar het andere beweegt. In een progressieve matrijs blijft het plano gedurende de gehele vormingsvolgorde aan de originele spoelstrook bevestigd. De strook beweegt zich met een vaste steek voort bij elke drukslag, waarbij gedeeltelijk gevormde onderdelen door opeenvolgende stations worden gevoerd - doorboren, prikken, buigen, trekken - totdat het voltooide onderdeel bij het eindstation wordt losgesneden van het skelet. Het onderdeel wordt nooit fysiek gescheiden van de strip totdat het vormen voltooid is, wat betekent dat de strip zelf fungeert als drager en lokalisatiereferentie voor elke bewerking.
Overdracht metalen stempelmatrijzen werken volgens een fundamenteel ander principe. Bij het eerste station wordt een plano uit de rol of plaat gesneden en vervolgens als een vrij, onafhankelijk stuk van station naar station verplaatst door een mechanisch of servo-aangedreven overdrachtvingersysteem. Omdat het onderdeel niet langer met een strip is verbonden, kan het tussen stations worden verplaatst, omgedraaid of geheroriënteerd; bewegingen die geometrisch onmogelijk zijn als het werkstuk nog steeds aan een doorlopende drager is bevestigd. Dit onderscheid in de manier waarop met materiaal wordt omgegaan, is de hoofdoorzaak van bijna elk ander verschil tussen de twee matrijstypen in termen van mogelijkheden, kosten en toepassing.
Deel Geometrie en vormcomplexiteit
Progressieve metalen stempelmatrijzen zijn het meest geschikt voor onderdelen die relatief vlak of ondiep van profiel zijn. Omdat het onderdeel in de strip blijft, wordt de totale hoogte van elk gevormd kenmerk beperkt door de noodzaak dat de strip schoon door de matrijs blijft stromen zonder dat de gevormde geometrie aangrenzende stations of de matrijsstructuur zelf vervuilt. Voor onderdelen met een bescheiden trekdiepte – beugels, aansluitingen, clips, lamellen en hardware met dunne secties – is deze beperking zelden van belang, en progressief gereedschap is de logische keuze. De stripindeling kan vaak worden ontworpen om een materiaalgebruikspercentage van meer dan 75% te bereiken, en de afwezigheid van een overdrachtsmechanisme betekent minder mechanische componenten en een eenvoudiger totaalsysteem.
Overdracht metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Snelheid, doorvoer en productievolume
Progressieve metalen stempelmatrijzen presteren consistent beter dan transfermatrijzen in slagen per minuut. Omdat er geen overdrachtsmechanisme is om te synchroniseren – geen vingers om tussen de slagen uit te strekken, vast te pakken, te bewegen en terug te trekken – kunnen progressieve matrijzen werken met snelheden van 200 tot 1.500 SPM, afhankelijk van de complexiteit van het onderdeel en de perscapaciteit. Voor de productie van grote volumes, kleine tot middelgrote onderdelen, gemeten in miljoenen stuks per jaar, vertaalt dit snelheidsvoordeel zich in een beslissend doorvoervoordeel dat moeilijk te evenaren is door enige andere stempelmethode.
Overdracht dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Vergelijking van gereedschapskosten, onderhoud en configuratie
De gereedschapsinvesteringen en doorlopende onderhoudskosten verschillen aanzienlijk tussen de twee matrijstypen, en het begrijpen van deze verschillen is essentieel voor het nemen van een goede inkoopbeslissing.
| Factor | Progressieve metalen stempelmatrijzen | Overdracht Metal Stamping Dies |
| Initiële gereedschapskosten | Matig tot hoog | Hoog tot zeer hoog |
| Insteltijd per run | Korter - set met enkele matrijzen | Langer: het transfersysteem moet worden getimed en aangepast |
| Complexiteit van onderhoud | Matig - slijpen van stempels/matrijzen, slijtage van de piloten | Hoger: overdrachtsvingers, rails en timing voegen slijtagepunten toe |
| Flexibiliteit bij het wisselen van matrijzen | Beperkt – stations zijn onderling afhankelijk | Hoger: individuele stationdobbelstenen kunnen onafhankelijk van elkaar worden verwisseld |
| Minimaal haalbaar volume | Hoog (kosten worden afgeschreven boven volume) | Gemiddeld tot hoog |
Een onderhoudsvoordeel dat transfermetalen stempelmatrijzen behouden ten opzichte van progressief gereedschap, is de mogelijkheid om individuele stationmatrijzen te onderhouden of te vervangen zonder het hele gereedschap opnieuw op te bouwen. Omdat elke stationmatrijs een afzonderlijke eenheid is, kan een versleten trekstation worden getrokken en opnieuw worden geslepen terwijl de andere op de pers blijven. Bij een progressieve matrijs zijn alle stations geïntegreerd in één enkele samenstelling, wat betekent dat elk onderhoud dat demontage van de matrijs vereist, invloed heeft op het hele gereedschap en de gehele productierun.
Verschillen in materiaalgebruik en schrootpercentages
Materiaalgebruik is een ander gebied waarop de twee matrijstypen aanzienlijk uiteenlopen. Progressieve metalen stempelmatrijzen produceren een doorlopend schrootskelet - de resterende strip nadat de plano's of afgewerkte onderdelen zijn verwijderd - die moeten worden gehanteerd, gehakt en weggegooid of gerecycled. Afhankelijk van de onderdeelgeometrie en de efficiëntie van de stripindeling kan het schrootskelet 20-40% van het totale verbruikte spoelgewicht vertegenwoordigen. Geavanceerde striplay-outs met schuine blinderingen, verweven tegenover elkaar liggende delen of configuraties met meerdere rijen kunnen dit cijfer aanzienlijk verminderen, maar het skelet is een onvermijdelijk bijproduct van in-strip-verwerking.
Overdracht metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Het juiste matrijstype kiezen voor uw toepassing
De keuze tussen progressieve en transfermetalen stempelmatrijzen moet worden bepaald door een gestructureerde evaluatie van de onderdeelvereisten en niet alleen door de kosten. De volgende criteria bieden een praktisch beslissingskader:
- Deelgeometrie: Als het onderdeel volledig kan worden gevormd terwijl het plat blijft in een strip – alle functies zijn van boven of onder toegankelijk zonder herpositionering – is progressief gereedschap geschikt. Als het onderdeel op meerdere vlakken moet worden gevormd, diepgetrokken moet worden boven een diepte-diameterverhouding van ongeveer 1:1, of bewerkingen aan de onderkant van een flens, is overdrachtsgereedschap vereist.
- Productievolume: Zeer hoge jaarlijkse volumes (doorgaans meer dan 500.000 stuks per jaar voor onderdelen met gemiddelde complexiteit) zijn in het voordeel van progressieve matrijzen, omdat het snelheidsvoordeel de perstijdkosten per stuk aanzienlijk verlaagt. Overdrachtsmatrijzen zijn economischer voor gematigde volumes waarbij de geometrie van het onderdeel progressief gereedschap onmogelijk maakt.
- Deelgrootte: Onderdelen van groot formaat (die groter zijn dan ongeveer 400 mm in welke afmeting dan ook) worden onpraktisch in progressieve matrijzen, omdat de resulterende vereisten voor matrijslengte en rolbreedte de typische verwerkingscapaciteiten van persen en rollen overschrijden. Overdrachtlijnen verwerken grote onderdelen praktischer door gebruik te maken van individuele stationmatrijzen die op het onderdeel zijn afgestemd, in plaats van een enkel langwerpig progressief gereedschap.
- Vereisten voor maatnauwkeurigheid: Progressieve matrijzen lokaliseren het onderdeel via geleidepennen die in de gaten in de strip grijpen, terwijl overdrachtsmatrijzen individuele plano's lokaliseren via onderdeelkenmerken of nestgereedschap op elk station. Voor onderdelen waar de onderlinge positietolerantie kleiner is dan ±0,05 mm, moet de lokalisatiestrategie van elk matrijstype zorgvuldig worden geëvalueerd aan de hand van de tolerantiestapeling die het zal genereren.
- Toekomstige ontwerpflexibiliteit: Als verwacht wordt dat het onderdeelontwerp tijdens de levenscyclus van het product zal veranderen, biedt transfertooling een groter aanpassingsvermogen, omdat individuele stationmatrijzen onafhankelijk kunnen worden aangepast. Het veranderen van een kenmerk in een progressieve dobbelsteen vereist vaak het gelijktijdig opnieuw ontwerpen van meerdere onderling afhankelijke stations.
In de praktijk wordt de beslissing zelden in isolatie genomen. Een ervaren matrijsfabrikant zal de onderdeeltekening, de jaarlijkse volumevoorspelling, de beschikbare persmiddelen en de downstream-assemblagevereisten samen evalueren voordat hij een gereedschapsstrategie aanbeveelt. Zowel progressieve als transfermetalen stempelmatrijzen vertegenwoordigen volwassen, goed begrepen technologieën - de sleutel is het afstemmen van de juiste technologie op de specifieke eisen van de toepassing in plaats van standaard de meest bekende benadering te volgen.

Vorig bericht
Kostenvergelijking: metalen stempelonderdelen versus metalen tekenonderdeelproducten in 2026
Volgende bericht
De auto-stempelmatrijzenindustrie luidt een nieuwe ronde van technologische upgrades in.
Onze Producten.

Start hier uw bedrijf met een OEM-fabrikant!
Bied wereldwijde klanten complete kant-en-klare oplossingen
door
innovatie!
SNELLE LINKS
NIEUWS
CONTACTINFORMATIE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Nr. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Auteursrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rechten voorbehouden. Aangepaste stempelmatrijs Fabrikanten van metalen stempelmatrijzen
